Uçak Üreticileri için Nano Toz Metalurjisi Rehberi
Bir uçak parçasını blok metalden yontarak (talaşlı imalat) üretmek, günümüzün ekonomik ve çevresel standartlarında artık sürdürülebilir değildir. Havacılıkta "Buy-to-Fly" oranı (satın alınan hammadde ile uçan parça arasındaki ağırlık farkı) bazen 10:1'e kadar çıkabilir. Yani 1 kg uçan parça için 9 kg metal çöpe gider.
Nano Toz Metalurjisi, bu israfı sona erdiren ve metallere "süper güçler" kazandıran teknolojidir. Bu rehberde, nano yapılı tozların havacılık üretim süreçlerine nasıl entegre edildiğini, teknik avantajlarını ve dikkat edilmesi gereken kalite parametrelerini inceliyoruz.
1. Neden Nano? (Hall-Petch Etkisi ve Mikroyapı)
Metalurjide temel kural şudur: Tane boyutu (grain size) ne kadar küçülürse, malzeme o kadar güçlenir. Buna Hall-Petch İlişkisi denir.
-
Geleneksel Tozlar: Genellikle 50-100 mikron boyutundadır ve standart bir mikroyapı oluşturur.
-
Nano-Yapılı Tozlar: Nano boyutlu (100 nm altı) veya nano-yapılı mikronize tozlar kullanıldığında, sinterlenen parçanın iç yapısı çok daha ince taneli olur.
-
Sonuç: Aynı alaşım (örneğin Ti64), nano toz metalurjisi ile üretildiğinde %20-30 daha yüksek akma mukavemetine (yield strength) ve daha iyi yorulma direncine sahip olur.
2. Havacılık İçin Kritik Nano Toz Alaşımları
Uçak üreticilerinin stoklarında bulunması gereken stratejik tozlar şunlardır:
A. Titanyum Alaşımları (Ti-6Al-4V Grade 5 & 23)
Gövde parçaları ve bağlantı elemanları için standarttır. Nano toz teknolojisiyle üretilen Titanyum parçalar, dövme titanyumdan daha yüksek sertliğe ulaşabilir. Oksijen hassasiyeti (oksidasyon riski) en kritik parametredir.
B. Nikel Süperalaşımları (Inconel 718 & 625)
Jet motorlarının türbin kanatları ve yanma odaları gibi "Sıcak Bölge" (Hot Section) parçaları için kullanılır. Nano yapılı Inconel, yüksek sıcaklıkta sürünme (creep) direncini artırır.
C. Alüminyum-Skandiyum (AlSc) ve Nano-Seramik Takviyeliler
Standart alüminyum (AlSi10Mg) bazen yetersiz kalır. İçine Nano-Seramik (SiC veya TiC) partikülleri eklenmiş alüminyum tozları ("Scalmalloy" gibi türevler), alüminyumun hafifliğini titanyumun mukavemetiyle birleştirir.
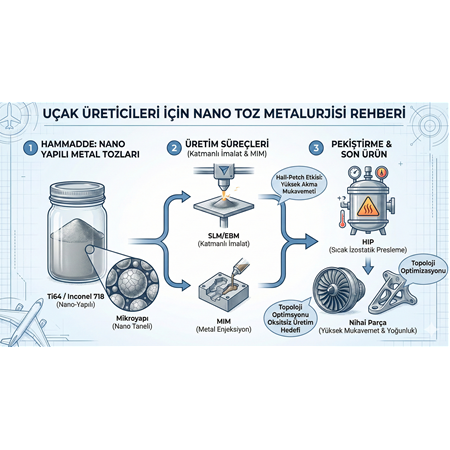
3. Üretim Yöntemleri: Tozdan Parçaya
Nano toz metalurjisi, "Şekillendirme" ve "Pekiştirme" süreçlerinin birleşimidir.
Katmanlı İmalat (Additive Manufacturing - SLM/EBM)
En yaygın yöntemdir. Lazer veya elektron ışını, toz yatağındaki metal tozlarını katman katman eritir.
-
Avantajı: Topoloji optimizasyonu ile içi boş, biyomimetik (kemiksi) yapılar üretilebilir. Bu, parça ağırlığını %50 azaltır.
Metal Enjeksiyon Kalıplama (MIM - Metal Injection Molding)
Küçük ve karmaşık parçaların (örneğin kokpit düğmeleri, kilit mekanizmaları) seri üretimi için kullanılır. Nano tozlar, polimer bağlayıcı ile karıştırılıp kalıba basılır, ardından fırınlanır.
Sıcak İzostatik Presleme (HIP - Hot Isostatic Pressing)
Üretilen parçaların içindeki mikroskobik boşlukları (porozite) kapatmak için kullanılır. Parça, yüksek sıcaklık ve argon gazı basıncı altında sıkıştırılır. Nano tozlarla üretilen parçalarda %100'e yakın yoğunluk sağlar.
4. Kalite Kontrol ve Güvenlik Protokolleri
Nano tozlarla çalışmak, standart metalurjiden daha risklidir ve daha sıkı kontroller gerektirir.
-
Toz Karakterizasyonu:
-
PSD (Partikül Boyut Dağılımı): Lazer kırınımı ile ölçülmelidir. Çok fazla ince toz (fines), akışkanlığı bozar ve topaklanma yapar.
-
Morfoloji: SEM (Taramalı Elektron Mikroskobu) ile bakıldığında tozlar kusursuz küresel olmalıdır. Uydu parçacıklar (satellites) red sebebidir.
-
-
HSE (Sağlık, Güvenlik ve Çevre):
-
Nano metal tozları (özellikle Alüminyum ve Titanyum) yüksek derecede patlayıcıdır (High Reactivity). Üretim sahası ATEX (Patlayıcı Ortam) standartlarına uygun olmalı, özel havalandırma ve topraklama sistemleri kullanılmalıdır.
-
Solunum riskine karşı çalışanlar tam koruyucu donanım kullanmalıdır.
-
5. Geleceğin Vizyonu: Oksitsiz Üretim
Havacılıkta nano toz metalurjisinin geleceği, oksijenin tamamen elimine edildiği üretim hatlarıdır. Tozun atomizasyonundan (üretiminden), 3D yazıcıda ergitilmesine kadar geçen tüm süreç, argon veya azot atmosferi altında kapalı devre (closed-loop) sistemlerde gerçekleşecektir. Bu, metal yorgunluğunu başlatan mikroskobik oksit kalıntılarını (inclusions) ortadan kaldıracaktır.
Sonuç
Uçak üreticileri için nano toz metalurjisi, "yapılsa iyi olur" denilen bir yenilik değil, "yapılmazsa geri kalınacak" bir stratejik dönüşümdür. Doğru toz seçimi, doğru üretim yöntemi ve sıkı kalite kontrol ile; daha güvenli, daha hafif ve yakıt tasarrufu sağlayan uçaklar gökyüzündeki yerini alacaktır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
