Tungsten Tozu İşleme Teknikleri: Sinterleme ve Presleme İçin Püf Noktaları
Tungsten tozu, yüksek sıcaklık uygulamaları, elektrik kontakları ve aşınmaya dayanıklı parçalar gibi birçok alanda kritik bir hammadde olmasının yanı sıra, işlenmesi zorlu bir malzeme olarak bilinir. Tungstenin yüksek erime noktası (3422°C) ve sertliği, geleneksel metal işleme yöntemlerini (döküm gibi) elverişsiz hale getirir. Bu nedenle, toz metalurjisi teknikleri, özellikle presleme ve sinterleme, tungsten tozunun istenilen şekil ve özelliklere sahip parçalara dönüştürülmesinde anahtar rol oynar.
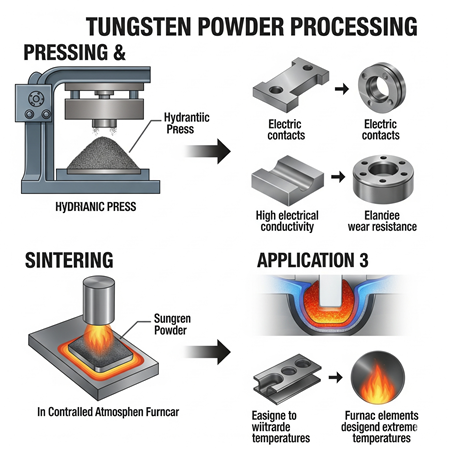
Tungsten Tozu Presleme Teknikleri
Presleme, tungsten tozunun belirli bir kalıp içinde sıkıştırılarak "yeşil mukavemet" adı verilen başlangıç mukavemetine sahip kompakt bir şekil elde etme işlemidir. Bu aşama, nihai ürünün boyutsal doğruluğu ve yoğunluğu için temel oluşturur.
1. Mekanik Presleme (Kalıpta Presleme)
Bu en yaygın yöntemdir ve genellikle tek eksenli presler kullanılarak gerçekleştirilir.
-
Püf Noktaları:
-
Kalıp Tasarımı: Kalıbın iç yüzeyi pürüzsüz olmalı ve tozun yapışmasını önlemek için uygun bir eğim açısına sahip olmalıdır. Uzun ve ince parçalar için kalıp duvar sürtünmesini azaltmak amacıyla özel yağlayıcılar kullanılabilir.
-
Basınç Uygulaması: Eşit yoğunluk dağılımı için basıncın kalıp içinde homojen olarak dağıtılması önemlidir. Çok yüksek veya çok düşük basınç, çatlaklara veya düşük yoğunluğa yol açabilir. Genellikle 100−300 MPa arası basınçlar kullanılır.
-
Bağlayıcı ve Yağlayıcı Kullanımı: Tozun akışkanlığını artırmak ve presleme sonrası yeşil kompaskı sağlamlığını artırmak için az miktarda (örneğin %1-3 oranında) organik bağlayıcılar (PVA, PEG gibi) ve yağlayıcılar (çinko stearat gibi) kullanılabilir. Bu maddeler sinterleme sırasında buharlaşarak kaybolur.
-
Toz Akışkanlığı: Tozun serbest akışkanlığı, kalıbı homojen bir şekilde doldurmak için hayati öneme sahiptir. Aglomerasyon (kümelenme) oluşumunu önlemek için tozun nemden arındırılması ve topaklanmayı önleyici işlemlerden geçirilmesi gerekebilir.
-
2. İzostatik Presleme (CIP - Cold Isostatic Pressing)
Bu yöntemde, toz esnek bir kalıp (genellikle kauçuk veya poliüretan) içine doldurulur ve her yönden eşit sıvı basıncına maruz bırakılır.
-
Püf Noktaları:
-
Yoğunluk Homojenliği: İzostatik presleme, karmaşık şekilli parçalarda bile çok daha homojen bir yoğunluk dağılımı sağlar. Bu, özellikle büyük veya düzensiz şekilli tungsten parçaları için idealdir.
-
Bağlayıcı İhtiyacı: Mekanik preslemeye göre daha az bağlayıcıya ihtiyaç duyulabilir veya hiç ihtiyaç duyulmayabilir, bu da sinterleme sırasında bağlayıcıların uzaklaştırılması adımı için avantaj sağlar.
-
Yeşil Mukavemet: CIP ile elde edilen yeşil kompaktlar, mekanik preslemeye göre genellikle daha yüksek ve daha düzgün yeşil mukavemete sahiptir.
-
Tungsten Tozu Sinterleme Teknikleri
Sinterleme, preslenmiş tungsten kompaktının yüksek sıcaklıklara (ancak erime noktasının altında) ısıtılarak toz parçacıklarının birbirine bağlanmasını ve yoğunlaşmasını sağlayan termal bir işlemdir. Bu işlem, parçaya nihai mukavemet, sertlik ve boyutsal stabilite kazandırır.
1. Yüksek Sıcaklık Sinterlemesi (Vakum veya İndirgeyici Atmosferde)
Tungstenin yüksek erime noktası nedeniyle, sinterleme sıcaklıkları genellikle 2000°C ile 2800°C arasında değişir.
-
Püf Noktaları:
-
Atmosfer Kontrolü: Tungsten, yüksek sıcaklıklarda havada kolayca oksitlenir. Bu nedenle, sinterleme ya yüksek vakumda (genellikle 10−4 Torr ve altı) ya da indirgeyici atmosferde (hidrojen veya argon-hidrojen karışımları) yapılmalıdır. Hidrojen, tungsten oksitlerini indirgeme ve tozu saflaştırma konusunda etkilidir.
-
Isıtma Hızı ve Bekleme Süresi: Sinterleme fırınına yerleştirilen parçaların ısıtma hızı, bağlayıcıların ve diğer uçucu maddelerin kontrollü bir şekilde buharlaşmasını sağlayacak kadar yavaş olmalıdır. Aşırı hızlı ısıtma, çatlaklara veya bozulmalara yol açabilir. Sinterleme sıcaklığında yeterli bekleme süresi (genellikle birkaç saat), yoğunlaşmanın tam olarak gerçekleşmesini sağlar.
-
Boyutsal Değişim (Büzülme): Sinterleme sırasında parçalar önemli ölçüde büzülür (yoğunlaşır). Bu büzülme oranı, başlangıç yoğunluğuna ve sinterleme parametrelerine bağlıdır. Kalıp tasarımında bu büzülme oranı dikkate alınmalıdır.
-
Fırın Malzemeleri: Yüksek sıcaklıklara dayanıklı, tungsten ile reaksiyona girmeyen ve vakum ortamına uygun fırın elemanları (grafit, molibden veya tungsten ısıtıcılar) kullanılmalıdır.
-
2. Sıcak İzostatik Presleme (HIP - Hot Isostatic Pressing)
HIP, parçayı hem yüksek sıcaklıkta hem de eşit gaz basıncına maruz bırakarak tam yoğunluk elde etmeyi sağlayan gelişmiş bir sinterleme yöntemidir.
-
Püf Noktaları:
-
Tam Yoğunluk: HIP, özellikle yüksek performanslı uygulamalar için kritik olan, neredeyse teorik yoğunluğa yakın parçalar elde etmeyi sağlar. Kalıntı gözenekliliği minimuma indirir.
-
Mekanik Özellikler: HIP ile sinterlenmiş tungsten parçaları, üstün mekanik özelliklere (mukavemet, süneklik) sahip olur, çünkü iç kusurlar ve gözenekler büyük ölçüde giderilir.
-
Kapsülleme: Toz veya preslenmiş kompakt, genellikle yüksek sıcaklıklarda esnek kalabilen bir metal kapsül (örneğin paslanmaz çelik veya cam) içine kapatılır. Kapsül, gaz basıncını toza ileterek homojen bir sıkıştırma sağlar.
-
Genel Püf Noktaları ve Dikkat Edilmesi Gerekenler
-
Toz Kalitesi: Kullanılan tungsten tozunun partikül boyutu, morfolojisi, saflığı ve dağılımı, nihai ürünün özelliklerini doğrudan etkiler. İnce, küresel ve yüksek saflıkta tozlar genellikle daha iyi sonuçlar verir.
-
Kontaminasyon Önleme: Tungsten tozu ve işlenmiş parçalar, özellikle sinterleme öncesi ve sırasında kontaminasyondan korunmalıdır. Oksijen, karbon veya diğer safsızlıklar, malzemenin performansını olumsuz etkileyebilir.
-
İş Sağlığı ve Güvenliği: Tungsten tozu, solunması halinde risk oluşturabilir. Uygun kişisel koruyucu ekipman (maske, eldiven) kullanılmalı ve iyi havalandırılan ortamlarda çalışılmalıdır.
-
Ar-Ge ve Optimizasyon: Her uygulamanın kendine özgü gereksinimleri olduğundan, presleme ve sinterleme parametrelerinin (basınç, sıcaklık, süre, atmosfer) dikkatli bir şekilde optimize edilmesi gerekir.
Tungsten tozu işleme teknikleri, yüksek performanslı ve kritik uygulamalar için vazgeçilmezdir. Presleme ve sinterleme süreçlerinin detaylı anlaşılması ve doğru uygulanması, bu eşsiz malzemenin potansiyelini tam olarak ortaya çıkarmak için hayati öneme sahiptir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
