Toz Metalurjisi ile Geleneksel Döküm Arasındaki Farklar
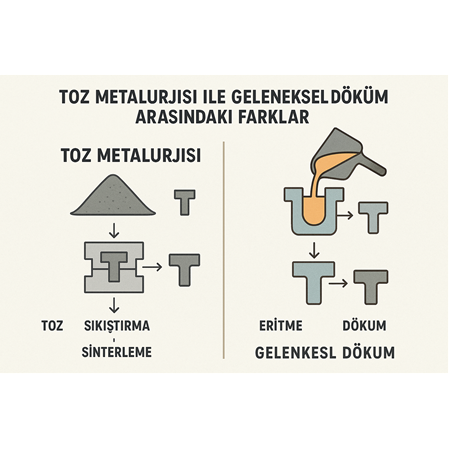
Toz metalurjisi, metal tozlarının sıkıştırılması ve sinterlenmesi yoluyla parça üretimini ifade ederken, geleneksel döküm, sıvı metalin bir kalıba dökülüp katılaşması esasına dayanır.
Tarihsel olarak döküm, M.Ö. 3000’lere kadar giderken, toz metalurjisi 19. yüzyılın sonlarında özellikle tungsten ve molibden gibi yüksek erime noktalı metaller için geliştirilmiştir.
Toz metalurjisi, başlangıçta uçak ve nükleer endüstride sınırlı kullanıma sahipken; günümüzde otomotiv, biyomedikal ve uzay sanayisinde yaygın hale gelmiştir.
2. Üretim Süreci Farklılıkları: Pudra ve Erime Arasındaki Teknik Yolculuk
-
Toz Metalurjisi Süreci:
-
Toz üretimi
-
Karıştırma ve bağlayıcı ekleme
-
Şekillendirme (presleme)
-
Sinterleme (yüksek sıcaklıkta yoğunlaştırma)
-
-
Döküm Süreci:
-
Kalıp hazırlığı
-
Ergitme
-
Döküm
-
Katılaşma ve temizleme
-
Toz metalurjisi daha az enerjiyle çalışır, çünkü metali eritmeye gerek yoktur. Bu, enerji verimliliği ve mikro yapı kontrolü açısından büyük avantaj sağlar. Öte yandan döküm, büyük ve karmaşık parçaların daha ekonomik üretilmesini mümkün kılar.
3. Malzeme Özellikleri: Mekanik Mukavemet, Gözeneklilik ve Mikroyapılar
Toz metalurjisiyle üretilen parçalar homojen mikroyapılar sunar ve özel katkı maddeleriyle güçlendirilebilir. Ancak gözeneklilik, özellikle yüksek mukavemet isteyen uygulamalarda bir dezavantaj olabilir.
Döküm ürünlerinde ise çekme boşlukları, taneler arası segregasyon gibi hatalar sıkça gözlemlenir. Ancak gelişmiş döküm teknikleri (örneğin basınçlı döküm) ile bu etkiler azaltılabilir.
4. Malzeme İsrafı ve Sürdürülebilirlik Açısından Karşılaştırma
Toz metalurjisi, "net şekil üretimi" sayesinde minimum malzeme israfı ile çalışır. Talaş kaldırma işlemi gerekmediği için hem enerji tasarrufu sağlar hem de çevreci bir profil çizer.
Geleneksel dökümde ise çapak alma, işleme ve yeniden ergitme işlemleri ciddi oranda atık üretir. Bu da maliyeti ve çevresel etkiyi artırır.
5. Uygulama Alanları: Hangi Endüstride Hangi Yöntem Öne Çıkıyor?
Araştırma Yazısı:
| Sektör | Toz Metalurjisi | Geleneksel Döküm |
|---|---|---|
| Otomotiv | Dişliler, bağlantı elemanları | Motor blokları, süspansiyon parçaları |
| Uzay & Havacılık | Titanyum parça üretimi (yüksek hassasiyet) | Büyük alaşımlı yapı elemanları |
| Tıp | Biyouyumlu implantlar (örneğin Ti tozları) | Cerrahi aletler |
| Elektronik | Yumuşak manyetik çekirdekler | Soğutucu gövdeler |
6. Yeni Nesil Toz Metalurjisi: 3D Baskı ile Yükselen Teknoloji
Additive manufacturing (3D metal yazıcılar), toz metalurjisinin evrimleşmiş hali olarak görülüyor. Titanyum, alüminyum ve paslanmaz çelik tozları, katman katman işlenerek uç parça hassasiyetiyle üretiliyor. Geleneksel döküm bu alanda rekabet etmekte zorlanıyor.7. Maliyet Karşılaştırması: Hangisi Gerçekten Daha Ucuz?
-
Toz Metalurjisi:
-
Yüksek başlangıç ekipman maliyeti
-
Düşük üretim maliyeti (yüksek adetlerde avantajlı)
-
-
Döküm:
-
Düşük başlangıç maliyeti
-
Karmaşık parçalarda kalıp ve işleme maliyeti yüksek olabilir
-
Seri üretimde toz metalurjisi genellikle daha ekonomiktir. Ancak düşük adetli, büyük parçalar için döküm hâlâ tercih sebebidir.
8. Tasarım Serbestliği: Geometrik Karmaşıklıklar Hangi Yönteme Yakışır?
Toz metalurjisi, özellikle izotropik özelliklerin gerektiği ve karmaşık iç geometrilerin bulunduğu parçalarda avantaj sağlar.
Döküm ise içi boş, ince cidarlı yapılar için daha uygundur. Ancak karmaşık şekillerde döküm kalıpları maliyetli olabilir.
9. Geleceğin Metal Şekillendirme Teknolojisi: Hangisi Öne Çıkacak?
Karbon ayak izi baskısı altında, sürdürülebilir üretim trendi toz metalurjisini ön plana çıkarmaktadır. Özellikle hafif malzemelerin hassas üretimi ve 3D baskı ile birleşimi, bu yöntemi geleceğin anahtar teknolojisi hâline getirmektedir.
Döküm ise hâlâ büyük hacimli üretimde vazgeçilmez konumda. Ancak “yeşil döküm” teknolojileri ile kendini yeniden tanımlamaya çalışmaktadır.
10. Sonuç ve Karar Noktası: Uygulamaya Göre Doğru Yöntem Seçimi
Hiçbir yöntem tek başına “en iyisi” değildir.
“Metalurjide mükemmel yoktur, doğru seçim vardır.”
Uygulamanın ihtiyacına göre; maliyet, mekanik dayanım, üretim adedi ve geometri karmaşıklığı gibi parametreler dikkate alınarak yöntem seçilmelidir. Toz metalurjisi; hassas, sürdürülebilir ve net şekil üretimi için ideal. Döküm; hacimli, dayanıklı ve düşük maliyetli büyük parçalar için hâlâ zirvede.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
