SLM vs EBM: Metal Tozlarının Bu İki Yöntemle Uyumları
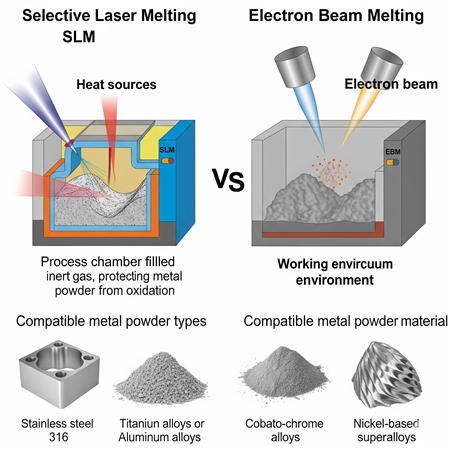
Metal katmanlı üretim (Additive Manufacturing) teknolojileri arasında en yaygın kullanılanlardan ikisi Seçici Lazer Eritme (SLM) ve Elektron Demeti Eritme (EBM) yöntemleridir. Her iki teknoloji de metal tozlarını katman katman eriterek 3 boyutlu parçalar üretir, ancak ısı kaynakları, çalışma ortamları ve toz gereksinimleri açısından önemli farklılıklar gösterirler. Bu farklılıklar, hangi metal tozunun hangi teknolojiyle daha uyumlu olduğunu belirlemede kilit rol oynar.
SLM (Selective Laser Melting) Nedir ve Toz Uyumu
SLM, metal tozlarının bir lazer ışını kullanılarak tamamen eritildiği ve ardından katılaştırıldığı bir toz yataklı füzyon yöntemidir. İşlem genellikle inert gaz (argon veya azot) atmosferinde gerçekleşir.
SLM İçin Metal Tozu Gereksinimleri ve Uyumluluk:
-
Partikül Boyutu: SLM, genellikle 15-60 mikron aralığında daha ince tozlar gerektirir. Daha ince tozlar, lazerin daha hassas bir şekilde odaklanmasına ve dolayısıyla daha yüksek çözünürlüklü ve pürüzsüz yüzeyli parçaların üretilmesine olanak tanır.
-
Morfoloji: Küresel (sferik) tozlar SLM için idealdir. Küresel şekil, tozun yatak üzerinde homojen bir şekilde yayılmasını (yüksek akışkanlık) ve sıkı bir şekilde paketlenmesini (yüksek paketleme yoğunluğu) sağlar. Bu, daha az gözeneklilik ve daha iyi mekanik özellikler anlamına gelir.
-
Kimyasal Saflık: Tozun yüksek kimyasal saflığı ve düşük oksijen içeriği kritiktir. İnert gaz ortamı, oksijen kontaminasyonunu bir ölçüde engellese de, tozun kendisinin saflığı nihai parçanın özelliklerini doğrudan etkiler.
-
Yaygın Kullanılan Malzemeler: SLM, geniş bir metal tozu yelpazesini işleyebilir. Bunlar arasında paslanmaz çelikler (316L, 17-4PH), titanyum alaşımları (Ti6Al4V), nikel bazlı süper alaşımlar (Inconel 625/718), alüminyum alaşımları (AlSi10Mg) ve hatta değerli metaller (altın, gümüş) bulunur.
-
Avantajları: Daha iyi yüzey kalitesi, daha yüksek hassasiyet ve detay yeteneği, daha geniş malzeme seçeneği.
EBM (Electron Beam Melting) Nedir ve Toz Uyumu
EBM, metal tozlarının yüksek enerjili bir elektron demeti ile eritildiği başka bir toz yataklı füzyon yöntemidir. EBM'nin en belirgin özelliği, işlemin vakum ortamında gerçekleşmesidir. Ayrıca, toz yatağı genellikle önceden yüksek sıcaklıklara (örneğin titanyum için 500-700°C) ısıtılır.
EBM İçin Metal Tozu Gereksinimleri ve Uyumluluk:
-
Partikül Boyutu: EBM, genellikle 45-105 mikron aralığında daha kaba tozlarla çalışabilir. Daha kaba tozlar, EBM'nin daha hızlı üretim hızlarına ulaşmasına yardımcı olabilir.
-
Morfoloji: SLM'de olduğu gibi, küresel tozlar EBM için de tercih edilir. İyi akışkanlık ve paketleme yoğunluğu, kararlı bir toz yatağı ve tutarlı ergitme için önemlidir.
-
Elektriksel İletkenlik: Elektron demeti kullanıldığı için, işlenecek metal tozunun elektriksel olarak iletken olması gerekir. Bu, elektronların tozu etkili bir şekilde ısıtıp eritmesini sağlar.
-
Yüksek Sıcaklık Ön Isıtma: EBM'deki yüksek sıcaklık ön ısıtma, reaktif metallerin işlenmesinde ve nihai parçalardaki artık gerilimlerin azaltılmasında kritik bir avantaj sağlar.
-
Yaygın Kullanılan Malzemeler: EBM, özellikle reaktif metallerin işlenmesinde üstündür. Titanyum alaşımları (Ti6Al4V), kobalt-krom alaşımları (CoCrMo) ve bazı nikel alaşımları EBM için idealdir. Tantal ve niyobyum gibi yüksek erime noktalı metaller de EBM ile işlenebilir.
-
Avantajları: Reaktif metaller için uygunluk (vakum ortamı sayesinde oksidasyon riski düşük), daha az artık gerilim, genellikle daha yüksek üretim hızı (özellikle büyük parçalar için).
SLM ve EBM Arasındaki Temel Farklar ve Toz Uyumluluğu Üzerindeki Etkileri
Sonuç
SLM ve EBM, metal katmanlı üretimde güçlü ve tamamlayıcı teknolojilerdir. Her birinin kendine özgü avantajları ve gereksinimleri vardır, bu da kullanılacak metal tozunun seçimini doğrudan etkiler. SLM, daha geniş bir malzeme yelpazesi ve daha iyi yüzey kalitesi sunarken, EBM reaktif metaller için idealdir ve daha az artık gerilimle daha hızlı üretim sağlayabilir. Nihai parçanın uygulama alanı, istenen mekanik özellikler, yüzey kalitesi ve maliyet faktörleri, mühendislerin hangi teknoloji ve dolayısıyla hangi metal tozu ile çalışacaklarına karar vermesinde belirleyici olacaktır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
