Polimer Baskı İçin Tasarım Kuralları: Toleranslar ve Birleştirme Detayları
Fonksiyonel Parçaların Sırrı: Polimer Baskı İçin Tasarım Kuralları (Toleranslar ve Birleştirme Detayları)
İstanbul, Türkiye – 12 Haziran 2025 – Masaüstü polimer 3D yazıcılar (FDM/SLA), fikirleri ve dijital tasarımları hızla fiziksel nesnelere dönüştürme konusunda inanılmaz bir güç sunuyor. Ancak, birbiriyle uyum içinde çalışması gereken, hareketli veya montajlanacak fonksiyonel parçalar tasarlamak, sadece "baskıyı başlat" demekten daha fazlasını gerektirir. Başarının anahtarı, teknolojinin doğasını anlayan ve onun kurallarına göre tasarım yapan bir yaklaşımda yatar.
Bu blog yazısında, 3D baskı ile ürettiğiniz parçaları bir sonraki seviyeye taşıyacak iki kritik tasarım kuralına odaklanıyoruz: Toleranslar (parçaların birbirine ne kadar iyi uyduğu) ve Birleştirme Detayları (parçaları birbirine nasıl bağladığınız).
Toleranslar: Dijital ve Fiziksel Dünya Arasındaki Fark
CAD yazılımınızda tasarladığınız 10.00 mm'lik bir delik, 3D yazıcınızdan çıktığında muhtemelen tam olarak 10.00 mm olmayacaktır. Malzemenin eriyip katılaşması, katmanların üst üste binmesi ve makinenin mekanik hassasiyeti gibi faktörler nedeniyle küçük boyutsal farklılıklar oluşur. İşte bu fark, tolerans veya boyutsal doğruluk olarak adlandırılır.
- FDM Yazıcılar (Erişmiş Malzeme Yığma): Genellikle daha az hassastır. İyi kalibre edilmiş bir hobi yazıcısı için ±0.2 mm ile ±0.5 mm arasında bir tolerans beklemek gerçekçidir.
- SLA Yazıcılar (Reçine Bazlı): Çok daha yüksek çözünürlüğe sahiptirler ve ±0.1 mm gibi çok daha sıkı toleranslar sunabilirler.
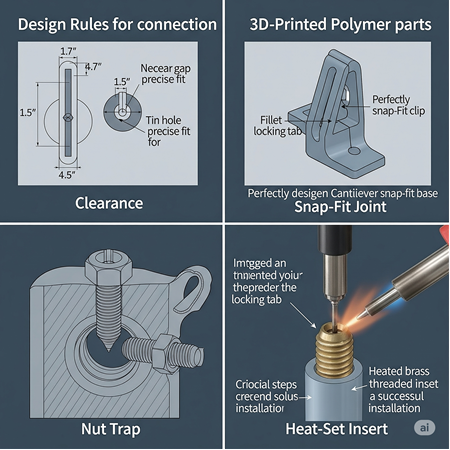
Tasarım Kuralı 1: Boşluk (Clearance) Bırakın
Birbiri içine geçecek veya birlikte hareket edecek iki parça tasarlıyorsanız, aralarında kasıtlı olarak küçük bir boşluk bırakmanız gerekir. Bu boşluk, yazıcınızın tolerans payını telafi ederek parçaların sıkışmasını veya hiç uymamasını engeller.
- Sıkı Geçme (Press-fit): Parçaların birbirine sıkıca kenetlenmesi için, delikten 0.1 mm ila 0.2 mm daha büyük bir pim tasarlayabilirsiniz. Bu "negatif boşluk" (interference), sürtünme ile güçlü bir bağ oluşturur.
- Hassas Geçme (Snug-fit): Parçaların boşluksuz ama rahatça birleşmesi için 0.1 mm ila 0.3 mm arasında bir boşluk idealdir. (Örn: 10 mm'lik bir deliğe girecek pimi 9.8 mm olarak tasarlamak).
- Gevşek Geçme (Loose-fit): Parçaların rahatça hareket etmesi (örneğin bir menteşe) için 0.4 mm ila 0.5 mm veya daha fazla bir boşluk bırakılmalıdır.
İpucu: Yazıcınızın toleranslarını öğrenmek için internette bulabileceğiniz "tolerans testi" modellerinden birini basın. Bu test, farklı boşluklara sahip parçalar basarak hangisinin sizin makinenizde en iyi sonucu verdiğini görmenizi sağlar.
Birleştirme Detayları: Parçaları Bir Arada Tutma Sanatı
Büyük veya karmaşık bir nesneyi tek parça halinde basmak her zaman mümkün veya pratik değildir. Parçaları daha sonra birleştirmek için kullanabileceğiniz, doğrudan tasarıma entegre edilen akıllı yöntemler vardır.
1. Geçmeli Birleştirmeler (Snap-fit Joints)
Bu, en popüler ve en akıllıca yöntemlerden biridir. Küçük bir kancanın, bir yuvaya "tık" diye oturması prensibine dayanır.
- Tasarım İpuçları:
- Esnek Kol (Cantilever): Kancanın bağlı olduğu kolun, kırılmadan esneyebilecek kadar doğru bir kalınlıkta (genellikle 1-2 mm) ve uzunlukta olması gerekir.
- Stres Azaltma: Kolun gövdeye bağlandığı noktaya mutlaka bir yuvarlatma (fillet) ekleyin. Bu, stresin tek bir noktada birikmesini önleyerek kolun kırılma riskini azaltır.
- Açı: Kancanın girdiği yüzeyin açısı (genellikle 30-45 derece) montaj kolaylığını, kilitlenen yüzeyin açısı (genellikle 90 derece) ise sökülme zorluğunu belirler.
2. Vida ve Somun Kullanımı
En basit ve en güvenilir yöntemlerden biridir. Parçalarınızı standart cıvata ve somunlarla birleştirmek için delikler tasarlayabilirsiniz.
- Tasarım İpuçları:
- Delik Boyutu: Vidanın rahatça geçmesi için, vida çapından 0.2 mm ila 0.5 mm daha büyük bir delik tasarlayın.
- Somun Yuvası: Somunun parça içinde dönmesini engellemek için, deliğin arkasına altıgen şeklinde bir somun yuvası (nut trap) tasarlayın. Somunu bu yuvaya yerleştirip vidayı sıktığınızda sağlam bir bağlantı elde edersiniz.
3. Diş Açma: Direkt Baskı vs. Isısal Uçlar (Heat-set Inserts)
Parçanın kendisine vida takmak istediğinizde iki ana seçeneğiniz vardır:
- Direkt Baskıya Diş Açma: M6 gibi daha büyük ve kaba dişler, doğrudan 3D model üzerine tasarlanıp basılabilir. Ancak katmanlı yapı nedeniyle bu dişler çok dayanıklı değildir ve birkaç sökme-takma işleminden sonra yalama olabilir.
- Isısal Uçlar (Heat-set Inserts): Bu, en sağlam ve en profesyonel yöntemdir. Pirinçten yapılmış, dışı yivli metal bir ucu, havya ile ısıtarak, parçada açtığınız biraz daha küçük bir deliğe bastırırsınız. Uç, etrafındaki plastiği eriterek yuvaya yerleşir ve soğuduğunda son derece sağlam, tekrar tekrar kullanılabilen metal bir diş yuvası oluşturur.
Sonuç olarak, fonksiyonel polimer parçalar tasarlamak, 3D baskı teknolojisinin doğasını anlamakla başlar. Dijital dünyadaki mükemmelliğin fiziksel dünyada her zaman aynı olmayacağını bilerek, parçalarınız arasında doğru toleransları ve boşlukları bırakmak; ve onları bir araya getirmek için geçmeli birleştirmeler veya ısısal uçlar gibi akıllı birleştirme detayları kullanmak, sizi basit bir hobi kullanıcısından, gerçek dünya problemlerini çözen bir üreticiye dönüştürecektir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
