Mikronize Toz Üretiminde Kalite Standartları
Katmanlı imalat (3D baskı), toz metalurjisi veya termal sprey kaplama... Hangi yöntemi kullanırsanız kullanın, nihai ürünün performansı, hammadde olarak giren tozun kalitesiyle sınırlıdır. Hatalı bir toz partikülü, bitmiş bir uçak motoru parçasında yorulma çatlağına (fatigue crack) veya bir implantın vücut tarafından reddedilmesine neden olabilir.
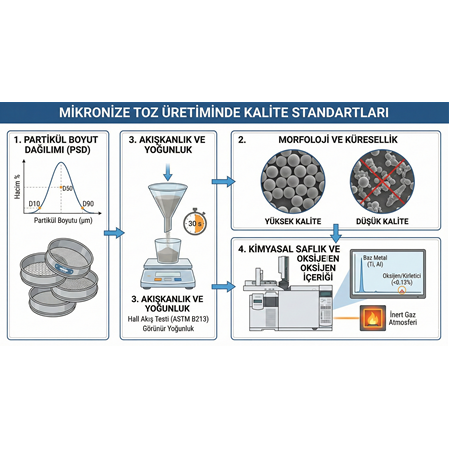
Bu nedenle mikronize toz üretimi, sadece bir "öğütme" işlemi değil, sıkı standartlarla kontrol edilen bir hassas mühendislik sürecidir. Bu yazımızda, yüksek kaliteli bir tozu sıradan bir tozdan ayıran 4 temel kalite sütununu inceliyoruz.
1. Partikül Boyut Dağılımı (PSD - Particle Size Distribution)
Bir tozun kalitesini belirleyen en kritik parametredir. İdeal bir üretimde tüm tozların aynı boyutta olması istenir, ancak pratikte bu bir "dağılım" (eğri) şeklindedir.
-
D10, D50, D90 Değerleri: Kalite kontrol sertifikalarında (CoA) sıkça görülen bu terimler, dağılımın genişliğini ifade eder.
-
D50 (Medyan): Tozların %50'sinin bu değerden küçük olduğunu gösterir.
-
D10 ve D90: Dağılımın kuyruklarıdır. D10 çok küçükse (fine particles), toz topaklanabilir ve patlama riski artar. D90 çok büyükse (coarse particles), 3D yazıcıda katman kalınlığını bozar ve yüzey pürüzlülüğü yaratır.
-
-
İdeal Dağılım: Uygulamaya göre değişir. Örneğin, SLM (Lazer Ergitme) için genellikle 15-45 mikron aralığı istenirken, EBM (Elektron Işını) için 45-106 mikron aralığı tercih edilir. Bu aralığın dışına taşan tozlar "kalitesiz" kabul edilir.
2. Morfoloji: Küresellik Neden Kraldır?
Toz taneciğinin şekli, onun nasıl davranacağını belirler.
-
Küresellik (Sphericity): Gaz atomizasyonu ile üretilen tozlar mükemmel küreye yakındır. Küresel tozlar "bilye" gibi akar, kalıpları veya baskı yatağını boşluksuz doldurur.
-
Uydu Parçacıklar (Satellites): Bazen küçük tozlar, büyük tozların yüzeyine yapışır. Bu, üretim hatasıdır. "Uydu parçacıklar", tozun akışkanlığını bozar ve nihai parçada gözenekliliğe (porozite) neden olur.
-
SEM Analizi: Kalite kontrol sürecinde Taramalı Elektron Mikroskobu (SEM) ile tozların şekli incelenir. Patates şeklindeki veya sivri köşeli tozlar, yüksek performans gerektiren havacılık uygulamalarında reddedilir.
3. Akışkanlık ve Görünür Yoğunluk (Flowability & Apparent Density)
Bir 3D yazıcının "re-coater" bıçağı, tozu saniyenin onda biri sürede sermek zorundadır. Eğer toz akmazsa, üretim durur.
-
Hall Flow Testi (ASTM B213): 50 gram tozun standart bir huniden ne kadar sürede aktığı ölçülür. İyi bir metal tozu, 30 saniyenin altında akmalıdır.
-
Görünür Yoğunluk: Tozun gevşek haldeyken ne kadar sıkı paketlendiğini gösterir. Yüksek yoğunluk, nihai parçanın daha sağlam olacağının işaretidir. Nem, oksitlenme veya kötü morfoloji, akışkanlığı ve yoğunluğu düşüren başlıca düşmanlardır.
4. Kimyasal Saflık ve Oksijen İçeriği
Özellikle Titanyum ve Alüminyum gibi reaktif metallerde "Oksijen" en büyük kirleticidir.
-
Oksidasyon Riski: Üretim sırasında toz havayla temas ederse yüzeyinde oksit tabakası oluşur. Bu tabaka, sinterleme sırasında tozların birbirine kaynamasını engeller.
-
Standart: Havacılık sınıfı Ti6Al4V tozu için oksijen oranı genellikle %0.13'ün (Grade 23 ELI) altında olmalıdır. Ayrıca üretim sürecinden kalan seramik kalıntıları veya çapraz kirlenme (başka bir metalin tozu) mikroskobik düzeyde analiz edilmelidir.
İlgili Uluslararası Standartlar
Kaliteli bir toz, şu standartlara uygunluğu ile sertifikalandırılmalıdır:
-
ASTM B822: Lazer kırınımı ile partikül boyut dağılımı ölçümü.
-
ISO 4497 / ASTM B215: Metal tozlarının numune alma yöntemleri.
-
ASTM B212 / B213: Görünür yoğunluk ve akış hızı testleri.
-
AMS (Aerospace Material Specifications): Havacılık ve savunma sanayi için özel toz spesifikasyonları.
Sonuç: Kalite Tesadüf Değildir
Mikronize toz üretiminde kalite; doğru atomizasyon teknolojisinin, hassas eleme süreçlerinin ve sıkı laboratuvar analizlerinin bir sonucudur. Projenizin başarısı, tedarik ettiğiniz tozun sertifikasındaki o küçük rakamlara bağlıdır. Endüstriyel dönüşüm, mikron seviyesindeki bu standartlarla inşa edilmektedir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
