Metal Tozlarının Karakterizasyonu: Akışkanlık, Parçacık Boyutu Dağılımı
Kusursuz Baskının Kodu: Metal Tozlarının Karakterizasyonu (Akışkanlık ve Parçacık Boyutu)
Metal 3D baskıda (DMLS/SLM), göz alıcı lazerler ve karmaşık son ürünler sahnenin yıldızları olabilir. Ancak, bu yıldızların parlamasını sağlayan, sürecin temelini oluşturan ve genellikle göz ardı edilen bir kahraman vardır: metal tozu. Üretilen parçanın yoğunluğundan mekanik dayanımına, yüzey kalitesinden boyutsal doğruluğuna kadar her şey, kullanılan tozun kalitesine ve özelliklerine bağlıdır. Peki, bir metal tozunu "iyi" veya "kötü" yapan nedir?
Cevap, toz karakterizasyonu adı verilen bilimsel süreçte yatar. Bu süreç, tozun fiziksel özelliklerini ölçerek baskı sürecindeki davranışını tahmin etmemizi sağlar. Bu yazıda, toz karakterizasyonunun en kritik iki parametresine odaklanıyoruz: Akışkanlık ve Parçacık Boyutu Dağılımı (PSD).
1. Akışkanlık: Mükemmel Katmanın Sırrı
Akışkanlık (Flowability), bir tozun kendi ağırlığı altında ne kadar kolay ve tutarlı bir şekilde akabildiğinin bir ölçüsüdür. Metal 3D baskıda bu, hayati bir özelliktir. Baskı sürecinde, "recoater" adı verilen bir bıçak veya rulo, her katman için yapı platformunun üzerine ince ve homojen bir toz tabakası sermekle görevlidir.
-
Neden Kritik?
- İyi Akışkanlık: Tozun pürüzsüzce akması, recoater bıçağının önünde düzgün bir şekilde yayılması ve her seferinde aynı yoğunlukta, boşluksuz bir katman oluşturması anlamına gelir. Bu, lazerin eriteceği malzemenin her noktada aynı olmasını sağlar.
- Kötü Akışkanlık: Toz topaklanırsa veya düzensiz akarsa, recoater bıçağı katmanı sererken çizgiler, boşluklar veya yoğunluk farklılıkları oluşturur. Bu duruma "kısa besleme" (short feeding) denir ve doğrudan parçanın içinde gözeneklilik (porozite) veya katmanların birbirine tam kaynamaması gibi kusurlara yol açar. Sonuç, mekanik olarak zayıf ve güvenilmez bir parçadır.
-
Akışkanlığı Etkileyen Faktörler:
- Parçacık Şekli: Küresel (sferik) şekilli parçacıklar, birbirleri üzerinden daha kolay kaydıkları için en iyi akışkanlığı sunar. Düzensiz veya pürüzlü yüzeyli parçacıklar ise birbirine takılarak akışı zorlaştırır.
- Nem: Toz tarafından emilen en ufak bir nem bile parçacıklar arasında yapışkanlığa neden olarak akışkanlığı dramatik şekilde düşürür.
-
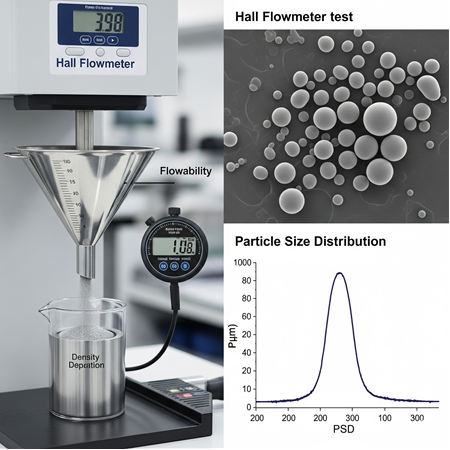
Nasıl Ölçülür? Akışkanlık genellikle Hall Akışmetre (Hall Flowmeter) veya Carney Hunisi gibi standart huniler kullanılarak test edilir. Belirli bir miktar (genellikle 50 gr) tozun, standart bir açıklığa sahip huniden akma süresi saniye cinsinden ölçülür. Düşük süre, daha iyi akışkanlık anlamına gelir.
2. Parçacık Boyutu Dağılımı (PSD): Yoğunluk ve Detayın Anahtarı
Parçacık Boyutu Dağılımı (Particle Size Distribution - PSD), bir toz yığınındaki farklı boyutlardaki parçacıkların oranını tanımlar. Tek bir "doğru" boyut yoktur; bunun yerine, başarılı bir baskı için optimize edilmiş bir boyut aralığı ve dağılımı hedeflenir. Lazer Toz Yataklı Füzyon (L-PBF) işlemleri için bu aralık genellikle 15 ila 53 mikron (μm) arasındadır.
-
Neden Kritik?
- Paketleme Yoğunluğu: Optimize edilmiş bir PSD, daha küçük parçacıkların daha büyük parçacıklar arasındaki boşlukları doldurmasına olanak tanır. Bu, toz yatağının paketleme yoğunluğunu artırır. Yüksek paketleme yoğunluğu, daha az boşluk ve lazer tarafından eritildiğinde daha yoğun, sağlam bir parça anlamına gelir.
- Lazer Etkileşimi: Parçacık boyutu, lazer enerjisinin ne kadar verimli emileceğini etkiler.
- Yüzey Kalitesi: Daha ince parçacıklar, daha pürüzsüz bir yüzey kalitesi ve daha ince detayların üretilmesine olanak tanır.
-
PSD'nin Sınırları:
- Çok İnce Parçacıklar (<15 μm): Bu parçacıklar, kötü akışkanlığa neden olur, statik elektrikle topaklanmaya meyillidir ve lazerle etkileşime girdiğinde sıçrama (spatter) eğilimindedir. Ayrıca solunum riski oluşturdukları için güvenlik açısından da tehlikelidirler.
- Çok Kaba Parçacıklar (>53 μm): Bu parçacıklar, tam olarak erimeleri için daha fazla lazer enerjisi gerektirir. Tam erimemeleri durumunda, parça içinde gözeneklilik oluşturabilirler. Ayrıca, oluşturulabilecek minimum katman kalınlığını sınırlayarak parçanın çözünürlüğünü ve yüzey kalitesini düşürürler.
-
Nasıl Ölçülür? PSD'yi ölçmek için en yaygın ve hassas yöntem Lazer Kırınımı (Laser Diffraction) analizidir. Bu teknikte, toz parçacıkları bir lazer ışınından geçirilir ve ışığın saçılma deseni analiz edilerek parçacıkların boyut dağılımı hassas bir şekilde belirlenir. Geleneksel elek analizi de kullanılabilen bir başka yöntemdir.
Sonuç olarak, bir metal 3D baskı projesinin başarısı, yalnızca doğru yazıcıyı ve tasarımı seçmekle kalmaz, aynı zamanda kullanılan metal tozunun temel özelliklerini anlamak ve kontrol etmekle de doğrudan ilişkilidir. Mükemmel küresellikte, optimize edilmiş bir parçacık boyutu dağılımına sahip ve nemden arındırılmış bir toz, tutarlı, yoğun ve yüksek kaliteli parçalar üretmenin temel reçetesidir. Bu nedenle, toz karakterizasyonu, eklemeli imalatta kalite güvencenin ilk ve en önemli adımıdır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
