Metal Baskıda Termal Stres ve Çarpılma (Warping) Nasıl Önlenir?
Metal 3D Baskının En Büyük Düşmanı: Termal Stres ve Çarpılma (Warping) Nasıl Önlenir?
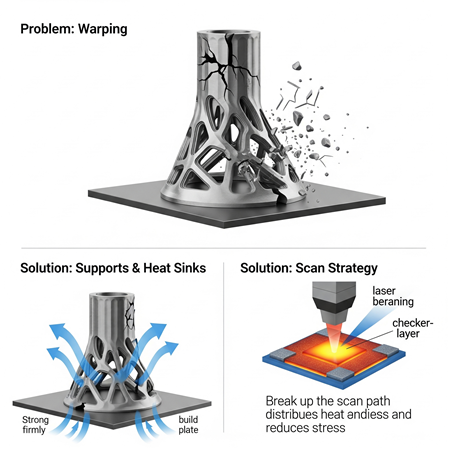
İstanbul, Türkiye – Metal 3D baskı (DMLS/SLM), karmaşık ve yüksek performanslı parçaların üretiminde devrim yaratıyor. Ancak bu ileri teknolojinin getirdiği en büyük zorluklardan biri, üretilen parçalarda ortaya çıkan termal stres ve bunun sonucunda meydana gelen çarpılma (warping) sorunudur. Birkaç saatlik, hatta günlerce süren bir baskının sonunda parçanın bükülmüş, çatlamış veya yapı plakasından ayrılmış halde bulunması, her operatörün kâbusudur.
Peki, bu görünmez güç olan termal stres tam olarak nedir ve metal baskının bu en büyük düşmanıyla nasıl başa çıkabiliriz? Bu blog yazısında, termal stresin nedenlerini, sonuçlarını ve bu sorunu önlemek için kullanılan en etkili stratejileri detaylı bir şekilde ele alıyoruz.
Sorunun Kaynağı: Ekstrem Sıcaklık Değişimleri
Metal 3D baskının temel prensibi, yüksek enerjili bir lazerin metal tozunu anlık olarak erime noktasının çok üzerine (binlerce dereceye) çıkarması ve katılaştırmasıdır. Bu işlem, her katmanda tekrar tekrar gerçekleşir.
Sorun tam da burada başlar:
- Anlık Isınma ve Genleşme: Lazerin temas ettiği bölge anında genleşir.
- Hızlı Soğuma ve Büzülme: Lazer uzaklaştığında, erimiş bölge hızla soğur ve büzülür.
- Termal Gradyan: Aynı anda, parçanın yeni erimiş kısmı binlerce derecedeyken, sadece birkaç katman altı ve yapı plakası çok daha soğuktur.
Bu devasa sıcaklık farkları (termal gradyanlar), parçanın farklı bölgelerinin farklı oranlarda genleşip büzülmesine neden olur. Bu durum, malzemenin içinde artık gerilim (residual stress) olarak bilinen, görünmez ancak son derece güçlü iç kuvvetlerin birikmesine yol açar. Biriken bu gerilim, malzemenin dayanımını aştığında ise kaçınılmaz sonuç çarpılma veya çatlamadır.
Çarpılmaya Karşı Çok Katmanlı Savunma Stratejileri
Neyse ki mühendisler ve operatörler, termal stresle mücadele etmek için baskı öncesi, sırası ve sonrasını kapsayan bir dizi etkili strateji geliştirmiştir. Başarılı bir baskı, bu stratejilerin bir veya birkaçının akıllıca bir kombinasyonunu gerektirir.
1. Baskı Öncesi Hazırlık ve Tasarım (DfAM)
Savaş, daha ilk lazer ışını ateşlenmeden önce kazanılır.
- Akıllı Destek Yapıları: Destekler, metal baskının en önemli unsurlarındandır. Görevleri sadece aşağı sarkan geometrileri desteklemek değildir. Aynı zamanda:Doğru Parça Oryantasyonu: Parçanın yapı plakasına nasıl yerleştirileceği, stres birikimini doğrudan etkiler. Uzun, düz ve geniş yüzeylerin plakaya paralel yerleştirilmesinden kaçınmak, çarpılma riskini azaltır.
- Çapa Görevi Görürler: Parçayı yapı plakasına sıkıca bağlayarak büzülme kuvvetlerine karşı koyar ve yukarı doğru kıvrılmasını engellerler.
- Isı Emici (Heat Sink) Olurlar: Isıyı parçadan uzaklaştırıp yapı plakasına ileterek daha kontrollü bir soğuma sağlarlar ve termal gradyanı azaltırlar.
- Simülasyon Yazılımları: Gelişmiş simülasyon yazılımları (örneğin, Ansys, Altair, Netfabb), baskı sürecini sanal olarak çalıştırarak termal stresin nerede birikeceğini ve parçanın neresinin çarpılacağını önceden tahmin eder. Bu sayede destek yapıları ve oryantasyon, daha baskı başlamadan optimize edilebilir.
2. Baskı Sırasında Akıllı Süreç Kontrolü
Baskı devam ederken de stresi yönetmek mümkündür.
- Optimize Edilmiş Tarama Stratejileri: Lazerin metal tozu üzerinde izlediği yol, ısı dağılımını büyük ölçüde değiştirir.Yapı Plakası Ön Isıtma: Baskıdan önce yapı plakasının birkaç yüz dereceye kadar ısıtılması, erimiş toz ile plaka arasındaki sıcaklık farkını azaltarak ilk katmanlardaki stresi önemli ölçüde düşürür.
- Ada (Island) veya Dama Tahtası (Checkerboard) Stratejisi: Uzun ve kesintisiz tarama çizgileri yerine, lazer alanı küçük karelere ("adalara") böler ve bu adaları rastgele bir sırayla tarar. Bu, ısının tek bir bölgede yoğunlaşmasını önler ve stresi dağıtır.
- Katmanlar Arası Döndürme: Her katmanda tarama yönünün 67° gibi bir açıyla döndürülmesi, stresin tek bir yönde birikmesini engeller.
3. Baskı Sonrası Gerilim Giderme
Tüm önlemlere rağmen parçanın içinde bir miktar artık gerilim kalması kaçınılmazdır. Bu gerilim, parça yapı plakasından kesilmeden önce mutlaka giderilmelidir. Aksi takdirde, plakadan ayrıldığı anda bir yay gibi serbest kalarak anında çarpılmasına neden olur.
- Gerilim Giderme Isıl İşlemi: Bu, en yaygın ve etkili yöntemdir. Parça, hala yapı plakasına bağlıyken, bir fırına yerleştirilir ve yavaşça yüksek bir sıcaklığa (örneğin, Ti6Al4V için ~650-800°C, 316L Paslanmaz Çelik için ~600°C) kadar ısıtılır. Bu sıcaklıkta birkaç saat bekletildikten sonra yine çok yavaş bir şekilde soğutulur. Bu süreç, malzemenin içindeki atomik yapının yeniden düzenlenmesine ve birikmiş gerilimlerin "rahatlayarak" ortadan kalkmasına olanak tanır.
Sonuç olarak, termal stres ve çarpılma, metal 3D baskının doğasında var olan zorluklardır. Ancak bu zorluklar, akıllı tasarım, öngörülü simülasyon, optimize edilmiş baskı parametreleri ve doğru son işlem prosedürlerinin birleşimiyle tamamen yönetilebilir. Başarılı bir metal baskı, sadece bir makineyi çalıştırmaktan çok daha fazlasıdır; bu, termal kuvvetleri anlamak ve onları hassas bir şekilde kontrol etme sanatıdır.
Metal Baskıda Baş Ağrısı: Termal Stres ve Çarpılma (Warping) Nasıl Önlenir?
İstanbul, Türkiye – Metal 3D baskı (DMLS/SLM), havacılıktan medikale kadar birçok sektörde devrim yaratırken, bu ileri teknolojinin kendine has zorlukları da bulunuyor. Üretim sonrası parçanın beklenmedik bir şekilde büküldüğünü, çatladığını veya yapı plakasından ayrıldığını görmek, her mühendisin kabusudur. Bu yaygın sorunların arkasındaki temel suçlu ise termal stres ve onun en gözle görülür sonucu olan çarpılmadır (warping).
Peki, bu fiziksel kuvvetler neden oluşur ve en önemlisi, kusursuz parçalar üretmek için bu görünmez düşmanla nasıl başa çıkabiliriz? Bu blog yazısında, metal baskıdaki termal stresin nedenlerini ve bu zorluğun üstesinden gelmek için kullanılan en etkili stratejileri detaylı bir şekilde inceliyoruz.
Termal Stres ve Çarpılma Neden Olur?
Metal 3D baskının temelinde, güçlü bir lazerin metal tozunu anlık olarak erittiği (genellikle 1400°C ve üzeri sıcaklıklarda) ve ardından katılaştırdığı bir süreç yatar. Bu işlem, her katmanda tekrarlanan aşırı hızlı ısıtma ve soğutma döngüleri yaratır. Sorun tam da burada başlar:
- Hızlı Genleşme ve Büzülme: Lazerin temas ettiği bölge anında genleşirken, hemen altındaki soğuk katman veya yapı plakası bu genleşmeyi kısıtlar.
- İç Gerilim Birikimi: Lazer uzaklaştığında, erimiş bölge hızla soğur ve büzülmeye çalışır. Ancak alt katmana zaten kaynamış olduğu için bu büzülme de engellenir.
- Stresin Zirvesi: Bu sürekli çekişme, parça içinde muazzam bir iç gerilim, yani kalıntı stresi (residual stress) biriktirir.
- Çarpılma (Warping): Biriken bu iç stres, malzemenin kendi dayanımını veya parçayı yapı plakasına bağlayan desteklerin gücünü aştığında, parça kendini rahatlatmak için bükülür, kenarları yukarı doğru kıvrılır veya plakadan kopar. Bu olaya çarpılma denir. En kötü senaryoda ise parça çatlar.
Çarpılmayı Önleme Stratejileri: Tasarımdan Son İşleme
Neyse ki mühendisler, bu termal savaşla mücadele etmek için bir dizi etkili strateji geliştirmiştir. Başarılı bir üretim, bu stratejilerin bir veya birkaçının akıllıca bir kombinasyonunu gerektirir.
1. Akıllı Destek Yapıları (Support Structures)
Destek yapıları sadece aşağı bakan yüzeyleri (overhang) desteklemekle kalmaz, aynı zamanda termal yönetimde de kritik bir rol oynar.
- Görevi: Parçayı yapı plakasına sıkıca çapalamak, çarpılmaya karşı fiziksel bir direnç oluşturmak ve en önemlisi, bir ısı emici (heat sink) görevi görerek ısıyı parçadan hızla uzaklaştırıp yapı plakasına iletmektir. Bu, sıcaklık gradyanlarını azaltarak stres birikimini yavaşlatır.
- Uygulama: Stresin en çok biriktiği kenar ve köşelere, parçanın geometrisine uygun, genellikle kafes (lattice) tipi veya blok şeklinde sağlam destekler tasarlanır.
2. Gerilim Giderme Isıl İşlemi (Stress Relief)
Bu, kalıntı stresini ortadan kaldırmak için en yaygın ve etkili post-proses yöntemidir.
- Görevi: Parçayı, yapı plakasından ayrılmadan önce, kontrollü bir fırında malzemenin kritik sıcaklığının altındaki bir noktaya kadar ısıtmak ve ardından çok yavaş bir şekilde soğutmaktır. Bu süreç, malzemenin atomik yapısının kendini yeniden düzenlemesine ve iç gerilimlerin "rahatlayarak" serbest kalmasına olanak tanır.
- Uygulama: Örneğin, 316L Paslanmaz Çelik için genellikle 600-900°C aralığında, Ti6Al4V Titanyum için ise 650-800°C aralığında gerilim giderme tavlaması yapılır.
3. Optimize Edilmiş Tarama Stratejileri (Scan Strategies)
Lazerin metal tozu yatağını nasıl taradığı, ısıyı nasıl dağıttığını doğrudan etkiler.
- Görevi: Uzun ve sürekli tarama hatları yerine, ısıyı tek bir bölgede yoğunlaştırmayacak akıllı desenler kullanmaktır.
- Uygulama: En popüler stratejilerden biri "Dama Tahtası" (Checkerboard) veya "Ada" (Island) tekniğidir. Bu yöntemde, her katman küçük karelere (adalara) bölünür ve lazer bu adaları sırasız bir düzende tarar. Bu, ısının homojen bir şekilde dağılmasını sağlar, uzun stres hatlarının oluşmasını engeller ve yerel alanların komşu ada taranmadan önce bir miktar soğumasına izin verir. Ayrıca, her katmanda tarama yönünü (genellikle 67°) döndürmek de stresin tek bir yönde birikmesini önler.
4. Tasarım ve Oryantasyon Optimizasyonu (DfAM)
Çarpılma ile mücadele henüz tasarım aşamasında başlar.
- Görevi: Termal stresi doğal olarak en aza indirecek tasarımlar yapmak ve parçayı yapı plakası üzerinde en uygun şekilde konumlandırmaktır.
- Uygulama: Büyük, düz ve yekpare taban alanlarından kaçınmak, bu alanları kafes yapılarla veya nervürlerle kırmak, keskin köşeleri yuvarlatmak ve kalın kesitlerden ince kesitlere yumuşak geçişler yapmak stresi azaltır. Parçayı 45° gibi bir açıyla basmak, yüzey alanını azaltarak çarpılma riskini düşürebilir.
5. Simülasyon Yazılımları
"Dijital ikiz" yaklaşımı, deneme-yanılma maliyetlerini ortadan kaldırır.
- Görevi: Üretime başlamadan önce, özel simülasyon yazılımları kullanarak baskı sürecini sanal olarak çalıştırmaktır. Bu yazılımlar, termal gradyanları, stres birikim bölgelerini ve potansiyel çarpılma miktarını yüksek bir doğrulukla tahmin edebilir.
- Uygulama: Simülasyon sonuçlarına göre mühendisler, parça oryantasyonunu, destek yapılarını veya tarama stratejilerini henüz tasarım aşamasındayken optimize ederek üretim başarısını garanti altına alabilirler.
Sonuç olarak, termal stres ve çarpılma, metal 3D baskının doğasında olan zorluklardır. Ancak doğru bilgi, akıllı tasarım kararları ve kanıtlanmış üretim stratejileri ile bu zorluklar tamamen yönetilebilir. Başarılı bir metal baskı, sadece lazerin gücünde değil, aynı zamanda termal fiziğin hassas bir şekilde yönetilmesinde yatmaktadır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
