LENS ve EBAM gibi DED Yöntemleri Arasındaki Farklar
Enerjinin İki Yüzü: LENS ve EBAM gibi DED Yöntemleri Arasındaki Farklar
İstanbul, Türkiye – 12 Haziran 2025 – DED (Yönlendirilmiş Enerji Biriktirme) teknolojisi, büyük parçaların üretimi ve mevcut bileşenlerin tamiri gibi konularda endüstriyel çözümler sunarak metal eklemeli imalat dünyasında kendine özgü bir yer ediniyor. Ancak "DED" tek bir teknolojiden ziyade, farklı enerji kaynakları ve çalışma prensipleri olan bir yöntemler ailesini tanımlayan bir şemsiye terimdir. Bu ailenin en öne çıkan iki üyesi ise LENS (Laser Engineered Net Shaping) ve EBAM (Electron Beam Additive Manufacturing)'dır.
Her ikisi de aynı temel prensiple (malzemeyi biriktirirken eritme) çalışsa da, kullandıkları enerji kaynakları (Lazer vs. Elektron Işını) aralarında üretim süreci, maliyet, malzeme etkileşimi ve uygulama alanları açısından kritik farklar yaratır. Bu blog yazısında, LENS ve EBAM arasındaki temel farkları karşılaştırarak hangi senaryoda hangisinin daha avantajlı olduğunu inceliyoruz.
Temel Fark: Enerji Kaynağı ve Çalışma Ortamı
İki teknoloji arasındaki tüm farkların kökeni, kullandıkları enerji kaynağında ve bu kaynağın gerektirdiği çalışma ortamında yatar:
-
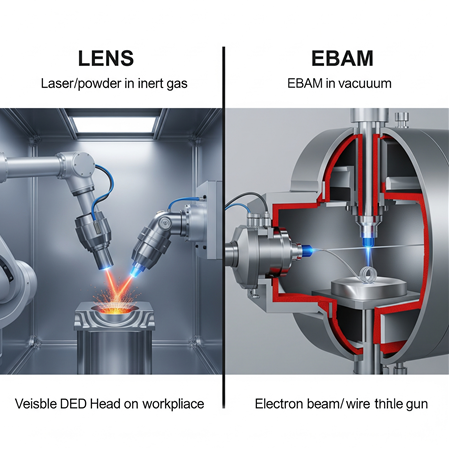
LENS (Lazer Işını):
- Enerji Kaynağı: Odaklanmış, yüksek güçlü bir lazer ışını kullanır. Lazer, fotonlardan (ışık parçacıkları) oluşur.
- Çalışma Ortamı: Genellikle, oksidasyonu önlemek için Argon gibi bir inert gazla doldurulmuş bir hazne içerisinde çalışır. Ancak bir vakum zorunluluğu yoktur. Bu, sistemi daha esnek ve daha az karmaşık hale getirir.
-
EBAM (Elektron Işını):
- Enerji Kaynağı: Yüksek hızda hızlandırılmış elektronlardan oluşan bir ışın kullanır.
- Çalışma Ortamı: Elektronların havadaki moleküllerle çarpışıp dağılmasını önlemek için mutlaka yüksek vakum altında çalışmak zorundadır. Bu, tüm sistemin büyük ve sızdırmaz bir vakum odası içine kurulmasını gerektirir.
Bu temel ayrım, diğer tüm avantaj ve dezavantajların temelini oluşturur.
Karşılaştırma Kriterleri: LENS vs. EBAM
Hangi Teknolojiyi Ne Zaman Seçmeli?
Doğru teknolojinin seçimi, projenin önceliklerine bağlıdır:
LENS'i Tercih Etmek İçin Nedenler:
- Hassasiyet ve Detay Gerektiğinde: Daha küçük, daha karmaşık ve daha hassas yüzeylere sahip parçaların üretimi veya tamiri için LENS'in daha küçük odak noktası bir avantajdır.
- Vakuma Sığmayacak Kadar Büyük Parçalar Üzerinde Çalışırken: Tamir edilecek parça büyük bir yapısal eleman ise, vakum odasına sığmayacağı için LENS tek seçenek olabilir.
- Daha Düşük Kurulum Maliyeti ve Esneklik Arandığında: Vakum sisteminin olmaması, LENS sistemlerini daha uygun maliyetli ve farklı ortamlara entegre edilmesi daha kolay hale getirir.
- Hızlı Kurulum ve Başlama Gerektiğinde: Sürekli vakum oluşturma ve boşaltma döngüleri olmadan, LENS ile bir işten diğerine geçmek daha hızlıdır.
EBAM'ı Tercih Etmek İçin Nedenler:
- Reaktif Malzemelerle Çalışırken: Titanyum, Niyobyum gibi oksijene karşı son derece hassas metallerle çalışırken, EBAM'in sunduğu mükemmel vakum ortamı, en saf ve en temiz metalurjik yapıyı garanti eder.
- Düşük Kalıntı Stresi Kritik Olduğunda: Üretilen parçanın iç gerilimlerden arınmış olması, özellikle havacılık gibi yorulma ömrünün kritik olduğu uygulamalarda hayati önem taşır. EBAM bu konuda doğal bir avantaja sahiptir.
- Daha Yüksek Biriktirme Hızı ve Verimlilik Gerektiğinde: Elektron ışınının yüksek enerji verimliliği ve genellikle tel besleme kullanması, daha hızlı malzeme biriktirme oranlarına olanak tanıyabilir.
- Derin Nüfuziyet Gerektiğinde: EBAM, lazerden daha derine nüfuz edebilir, bu da özellikle kalın kesitlerin tamiri veya inşası için faydalı olabilir.
Sonuç olarak, LENS ve EBAM, DED teknolojisi ailesinin farklı problemlere çözüm sunan iki güçlü üyesidir. LENS, hassasiyet, esneklik ve daha düşük maliyet arayanlar için öne çıkarken; EBAM, en saf malzeme kalitesi, en düşük iç gerilim ve reaktif metallerle çalışma zorunluluğu olan en zorlu uygulamalar için rakipsiz bir çözüm sunar. Seçim, üretilecek veya tamir edilecek parçanın malzemesi, boyutu ve nihai performans beklentileri doğrultusunda dikkatlice yapılmalıdır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
