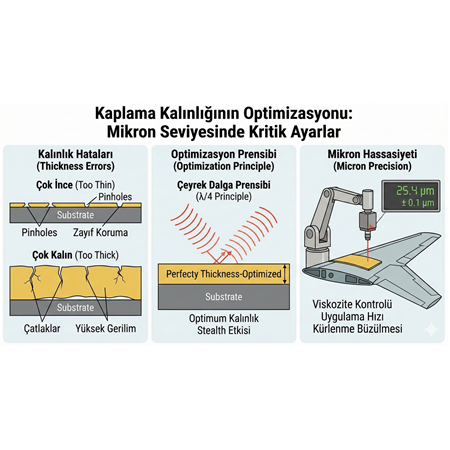
Kaplama Kalınlığının Optimizasyonu: Mikron Seviyesinde Kritik Ayarlar.
Bir boya veya kaplamanın kalitesi genellikle rengi, parlaklığı veya yapışma gücü ile ölçülür. Ancak savunma sanayi, havacılık ve ileri elektronikte başarının tek bir ölçütü vardır: Doğru Kalınlık.
Bir "Stealth" (Hayalet) uçağın radarda görünüp görünmemesi veya bir jet motorunun türbin kanadının eriyip erimemesi, genellikle saç telinin onda biri kadar (10-20 mikron) bir kalınlık farkına bağlıdır. Bu yazımızda, kaplama kalınlığının arkasındaki fiziği, **"Çeyrek Dalga Prensibi"**ni ve mikron seviyesindeki optimizasyonun nasıl yapıldığını inceliyoruz.
Neden "Rastgele" Bir Kalınlık Olamaz?
Sıradan bir metal korkuluğu boyarken boyanın 50 mikron veya 70 mikron olması çok fark etmez. Ancak yüksek teknoloji uygulamalarında durum çok farklıdır. Kalınlık optimizasyonu üç ana nedenden dolayı kritiktir:
-
Fiziksel İşlevsellik (Stealth): Radar soğurucu malzemelerin çalışması, dalga fiziğine bağlıdır. Kalınlık yanlışsa, malzeme radarı emmek yerine daha çok yansıtabilir.
-
Mekanik Dayanım: Kaplama çok kalın olursa iç gerilim artar ve çatlar (Cracking). Çok ince olursa yüzeyi tam örtemez ve delikler (Pinholes) kalır.
-
Ağırlık Yönetimi: İHA'lar için her gram önemlidir. Gereksiz her mikron kalınlık, toplamda kilogramlarca fazladan yük demektir.
1. Stealth Teknolojisinde Altın Kural: Çeyrek Dalga Prensibi
Radar soğurucu kaplamaların (RAM) çalışma mantığı, genellikle "Salisbury Ekranı" prensibine dayanır. Bu prensipte, kaplamanın kalınlığı hayati önem taşır.
-
Kural: Kaplama kalınlığı, gelen radar dalga boyunun dörtte biri (λ/4) olmalıdır.
-
Nasıl Çalışır? Radar dalgası kaplamanın içine girer, metal yüzeye çarpar ve geri döner. Eğer kalınlık tam olarak λ/4 ise, giren dalga ile yansıyan dalga birbirini sönümler (Destructive Interference).
-
Hata Payı: Eğer kaplamanız olması gerekenden 10 mikron daha kalınsa, dalgalar birbirini sönümlemez; aksine birbirini güçlendirir (Constructive Interference). Bu durumda uçağınız radar ekranında "yılbaşı ağacı" gibi parlar. İşte bu yüzden, stealth kaplama üretiminde optimizasyon bir tercih değil, matematiksel bir zorunluluktur.
2. Optimizasyon Parametreleri: Kalınlık Nasıl Ayarlanır?
İstenilen mikron seviyesini tutturmak için laboratuvarda ve üretim hattında şu parametreler optimize edilir:
Viskozite (Akışkanlık) Kontrolü
Kaplama sıvısının (Dispersiyonun) yoğunluğu, kalınlığı doğrudan etkiler.
-
Örnek: Grafen bazlı bir boyada çözücü oranı %1 değişirse, nihai kuru film kalınlığı 5 mikron sapabilir. Üretim öncesi viskozite, sıcaklık kontrollü ortamda sabitlenmelidir.
Uygulama Hızı ve Basıncı
Otomatik film kaplayıcılar veya sprey robotları kullanılırken:
-
Hız: Robot kolu yavaş hareket ederse kaplama kalınlaşır.
-
Basınç: Sprey basıncı artarsa damlacıklar küçülür ve daha ince, kompakt bir film oluşur.
-
Dönüş Hızı (Spin Coating): Yarı iletken üretiminde, 1000 RPM ile 1005 RPM arasındaki fark, nano metre seviyesinde kalınlık farkı yaratır.
Kuruma ve Kürlenme (Büzülme Payı)
Her kaplama kururken hacim kaybeder (Büzülme). Islak haldeki kalınlık ile kuru haldeki kalınlık aynı değildir.
-
Hesaplama: Mühendisler, "Katı Madde Oranı"na göre, 100 mikronluk bir ıslak filmin kuruduğunda 40 mikrona düşeceğini hesaplayıp ona göre uygulama yapmalıdır.
3. Kalite Kontrol: Mikronları Ölçmek
Göz kararı kontrol devri bitmiştir. Optimize edilmiş bir kaplama şu yöntemlerle denetlenir:
-
Tahribatsız Muayene (Eddy Current / Ultrasonik): Boyaya zarar vermeden, prob dokundurularak mikron hassasiyetinde ölçüm yapılır.
-
Kesit Analizi (SEM): Numune kesilir ve elektron mikroskobu (SEM) altında kaplamanın kesiti incelenir. Bu yöntem, katmanlar arasındaki uyumu ve kalınlığı atomik düzeyde gösterir.
-
Elipsometri: Çok ince (nano) filmler için ışığın polarizasyonu kullanılarak Angstrom seviyesinde ölçüm yapılır.
Sonuç: Hassasiyet Güçtür
Kaplama Kalınlığının Optimizasyonu, malzeme biliminin cerrahi müdahalesidir. Bir İHA'nın görünmezliği, bir çipin hızı veya bir implantın vücutla uyumu, yüzeye sürülen malzemenin "ne kadar" olduğuyla doğrudan ilişkilidir. Nanokar gibi ileri malzeme üreticileri için "kalınlık ayarı", sadece bir üretim parametresi değil, ürünün performans garantisidir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
