Bir Parçadan Daha Fazlası: Metal Baskıda Destek Yapılarının Kritik Rolü ve Akıllı Tasarımı
Metal 3D baskı (DMLS/SLM) denince akla genellikle tek başına, karmaşık bir şekilde üretilen son parça gelir. Ancak, bu parçanın kusursuz bir şekilde ortaya çıkmasını sağlayan, üretim sonrası feda edilen isimsiz bir kahraman vardır: Destek Yapıları. Plastik 3D baskıdaki basit muadillerinin çok ötesinde bir rol üstlenen metal destekler, sadece parçayı ayakta tutmakla kalmaz, aynı zamanda tüm üretim sürecinin termal ve fiziksel zorluklarına karşı koyan kritik bir mühendislik unsurudur.
Bu blog yazısında, destek yapılarının metal eklemeli imalattaki çok yönlü ve hayati görevlerini, farklı destek tiplerini ve başarılı bir üretim için bu yapıların nasıl akıllıca tasarlanması gerektiğini inceliyoruz.
Destek Yapılarının İki Hayati Görevi
Metal 3D baskıda destekler, sanılanın aksine sadece bir amaca hizmet etmez. Birbirinden önemli iki temel görevleri vardır:
1. Termal Yönetim: Çarpılmaya Karşı Savaş
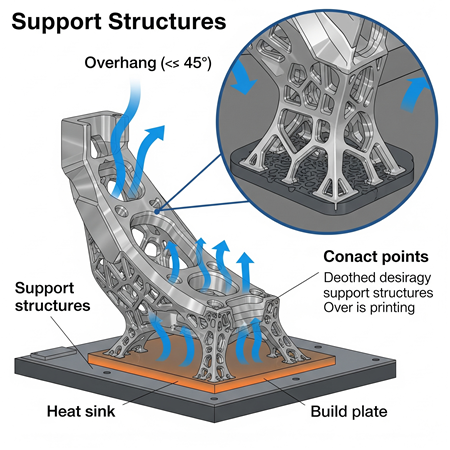
Bu, metal destek yapılarının en kritik ve en az bilinen rolüdür. Lazerin metal tozunu anlık olarak 1400°C'nin üzerine çıkardığı ve ardından hızla soğuttuğu süreç, parçanın içinde muazzam bir termal stres biriktirir. Bu stres, parçanın kenarlarını yukarı doğru bükerek çarpılmasına (warping) veya yapı plakasından kopmasına neden olur.
- Desteklerin Rolü:
- Çapalama (Anchoring): Parçayı yapı plakasına sıkıca bağlayarak, çarpılma kuvvetlerine karşı fiziksel bir direnç oluşturur ve parçayı sabit tutar.
- Isı Emiciliği (Heat Sink): Çok daha önemli bir görev olarak, bir ısı köprüsü vazifesi görürler. Lazerin yarattığı yoğun ısıyı parçadan hızla uzaklaştırarak, daha büyük bir kütleye sahip olan yapı plakasına iletirler. Bu, parçadaki sıcaklık gradyanlarını (farklarını) azaltır ve dolayısıyla iç gerilim birikimini sınırlar.
2. Geometrik Destek: Yerçekimine Meydan Okumak
Bu, desteklerin daha geleneksel ve bilinen görevidir. Toz yataklı füzyon sistemlerinde, her yeni katman altındaki katılaşmış katman tarafından desteklenir. Ancak yapı plakasina göre 45 dereceden daha düşük açılı yüzeyler (overhangs) veya havada başlayan geometriler (bridges) için bu mümkün değildir.
- Desteklerin Rolü: Bu kritik açılı yüzeylerin altına bir iskele görevi görerek, erimiş metalin toz yatağına çökmesini veya sarkmasını engeller. Bu sayede, parçanın tasarlanan geometrik doğruluğu korunmuş olur.
Destek Yapısı Tipleri: Her İhtiyaca Uygun Bir Çözüm
Farklı geometriler ve ihtiyaçlar için farklı destek tipleri kullanılır. Yazılımlar genellikle bu tipleri otomatik olarak oluştursa da, neyin ne işe yaradığını bilmek önemlidir:
- Hacimsel / Blok Destekler (Volume/Block Supports): Genellikle parçanın tabanını plakaya bağlamak için kullanılan, sağlam ve yoğun yapılardır. Mükemmel bir çapalama ve ısı transferi sağlarlar ancak kaldırılmaları zordur ve çok fazla malzeme tüketirler.
- Kafes Destekler (Lattice Supports): Günümüzde en yaygın kullanılan tiptir. İçleri boşluklu bir kafes yapısına sahiptirler. Blok desteklere göre daha az malzeme kullanırlar, daha hızlı basılırlar ve sökülmeleri daha kolaydır. Buna rağmen iyi bir rijitlik ve termal iletkenlik sunarlar.
- Koni / Ağaç Destekler (Cone/Tree Supports): Genellikle organik ve karmaşık yüzeyleri (örneğin bir diş implantı) desteklemek için kullanılır. Parçaya sadece küçük noktalardan temas ederler, bu da yüzeyde minimum iz bırakır ve sökülmelerini çok kolaylaştırır.
- Duvar / Çizgi Destekler (Wall/Line Supports): Keskin ve ince kenarları desteklemek için kullanılan tekil duvar benzeri yapılardır.
Akıllı Destek Tasarımının Sırları: Güç ve Kolay Söküm Dengesi
Destek tasarımındaki temel zorluk, yapıyı üretim sırasında görevini yapacak kadar sağlam, ancak üretim sonrasında parçaya zarar vermeden kolayca sökülebilecek kadar zayıf yapmaktır. Bu dengeyi sağlamak için kullanılan bazı stratejiler:
- Dişli veya Delikli Bağlantı Noktaları (Toothing/Perforation): Desteğin parçaya temas ettiği son noktayı tam bir yüzey yerine, küçük dişler veya delikli bir yapı şeklinde tasarlamaktır. Bu, bağlantı alanını önemli ölçüde azaltarak, desteğin bir pense veya çekiçle kolayca kırılmasını sağlar ve parça yüzeyinde minimum iz bırakır.
- Kırılma Noktaları (Fracture Points): Destek yapısının içine, kontrollü bir şekilde kırılabilecek daha zayıf bölgeler tasarlamak.
- Erişilebilirlik: Destekleri tasarlarken, üretim sonrası tel erozyon (wire EDM), testere veya taşlama gibi söküm aletlerinin bu bölgelere erişebileceğinden emin olmak gerekir.
- Simülasyon ve Optimizasyon: Gelişmiş hazırlık yazılımları (örneğin Autodesk Netfabb, Materialise Magics), parçanın termal ve yapısal analizini yaparak en uygun destek tipini, yerini ve yoğunluğunu otomatik olarak hesaplayabilir. Bu, deneme-yanılmayı ortadan kaldırır ve ilk seferde başarılı baskı oranını artırır.
Sonuç olarak, destek yapıları, metal 3D baskıda basit birer aksesuar değil, sürecin ayrılmaz bir parçası olan karmaşık mühendislik unsurlarıdır. Onların doğru tasarlanması, parçanın sadece geometrik olarak doğru olmasını değil, aynı zamanda iç gerilimlerden arınmış, sağlam ve güvenilir olmasını da sağlar. Başarılı bir metal baskı, her zaman akıllıca tasarlanmış bir destek stratejisiyle başlar.