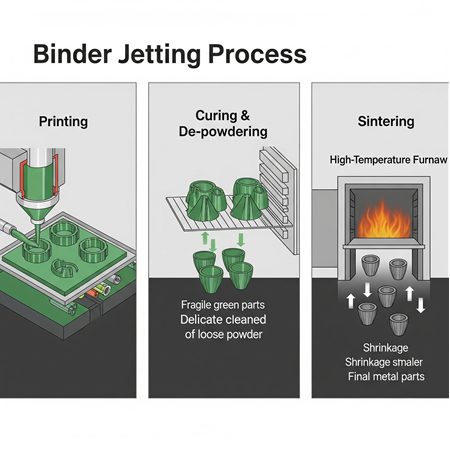
Binder Jetting Süreci: Baskı, Kürleme (Curing) ve Sinterleme (Sintering)
Bir Metal Parçanın Doğuşu: Binder Jetting Sürecinin 3 Kritik Aşaması (Baskı, Kürleme, Sinterleme)
İstanbul, Türkiye – 27 Mayıs 2024 – Binder Jetting (Bağlayıcı Püskürtme) teknolojisi, hızı ve seri üretim potansiyeliyle metal eklemeli imalat dünyasında kendine sağlam bir yer ediniyor. Lazerlerin aksine, bu "soğuk" baskı yöntemi, parçaları nihai formuna ulaştırmak için çok adımlı ve hassas bir yolculuğa çıkarır. Bir yığın metal tozundan, sağlam ve fonksiyonel bir metal parçaya giden bu yolculuk, üç temel ve birbirinden ayrılmaz aşamadan oluşur: Baskı, Kürleme ve Sinterleme.
Bu blog yazısında, bir metal parçanın Binder Jetting sürecindeki adım adım dönüşümünü, her aşamanın kritik rolünü ve bu süreçte meydana gelen fiziksel değişiklikleri detaylı bir şekilde inceliyoruz.
Adım 1: Baskı – "Yeşil Parçanın" Dijital Olarak İnşası
Her şey dijital bir tasarımla başlar, ancak lazer yerine mürekkep püskürtmeli yazıcıların hassasiyetiyle devam eder. Baskı aşaması, tamamen oda sıcaklığında gerçekleşen bir süreçtir.
-
Nasıl Çalışır?
- Toz Serimi: Bir rulo veya bıçak (recoater), yapı haznesinin üzerine mikron kalınlığında (örneğin 50 µm) düz bir metal tozu katmanı serer.
- Bağlayıcı Püskürtme: Endüstriyel bir baskı kafası, 3D modelin o katmanına karşılık gelen bölgelere seçici olarak sıvı bir polimer bağlayıcıyı damlacıklar halinde püskürtür.
- Yapışma: Bağlayıcının temas ettiği metal tozu parçacıkları anında birbirine yapışır.
- Tekrarlama: Yapı platformu bir katman kalınlığı kadar aşağı iner ve süreç, parça geometrisi tamamen oluşana kadar yüzlerce veya binlerce kez tekrarlanır.
-
Sonuç: "Yeşil Parça" Baskı tamamlandığında, elimizde hala kırılgan, tebeşirimsi bir yapıda olan ve etrafı bağlanmamış toz yatağı ile çevrili bir parça bulunur. Bu ilk hale "yeşil parça" (green part) denir. Parça şekillenmiştir ancak henüz hiçbir mekanik dayanıma sahip değildir. Bu aşamanın en büyük avantajlarından biri, destek yapısı gerektirmemesidir; çünkü bağlanmamış toz, parçayı doğal olarak destekler.
Adım 2: Kürleme (Curing) – Kırılganlıktan Elle Tutulabilirliğe
Yeşil parça, yapı kutusundan çıkarılamayacak kadar hassastır. Ona bir sonraki adıma dayanacak gücü vermek için düşük sıcaklıkta bir işlem gerekir.
-
Nasıl Çalışır? Baskının tamamlandığı yapı kutusu, olduğu gibi alınarak düşük sıcaklıklı bir endüstriyel fırına (~200°C) yerleştirilir. Bu sıcaklık, metal tozunu değil, sadece püskürtülen polimer bağlayıcıyı etkiler. Birkaç saat süren bu işlem sırasında bağlayıcı, polimerleşerek sertleşir.
-
Sonuç: Artırılmış "Yeşil Mukavemet" Kürleme işlemi, yeşil parçaya, etrafındaki tozdan güvenli bir şekilde temizlenmesine ve bir sonraki sinterleme aşamasına taşınmasına yetecek kadar mukavemet (green strength) kazandırır. Parça artık tebeşir gibi dağılmaz, elle tutulabilir bir formdadır. Bu adımdan sonra, bağlanmamış fazla toz, basınçlı hava veya fırçalarla dikkatlice temizlenir ve geri dönüştürülür.
Adım 3: Sinterleme – Tozdan Metale Nihai Dönüşüm
Bu, sürecin en kritik ve dönüştürücü aşamasıdır. Kürlenmiş yeşil parça, hala metal ve polimer karışımı gözenekli bir yapıdadır. Onu sağlam bir metal parçaya dönüştüren işlem sinterlemedir.
-
Nasıl Çalışır? Temizlenmiş yeşil parçalar, atmosferi (gaz ortamı) hassas bir şekilde kontrol edilen yüksek teknolojili bir fırına yerleştirilir. Sinterleme süreci iki ana fazda gerçekleşir:
- Bağlayıcı Yakma (Debinding): Fırının sıcaklığı yavaşça artırılırken, polimer bağlayıcı tamamen yanarak yapıdan uzaklaşır. Bu aşamadan sonra parça, sadece metal tozlarının zayıf bir şekilde bir arada durduğu "kahverengi parça" (brown part) haline gelir ve daha da hassaslaşır.
- Sinterleme (Kaynaştırma): Sıcaklık, metalin erime noktasının hemen altına (örneğin paslanmaz çelik için ~1350°C) kadar yükseltilir. Bu yüksek sıcaklıkta, metal parçacıkları erimeden, atomik difüzyon yoluyla birbirine kaynar ve kaynaşır. Bu, parçacıklar arasındaki boşlukların kapanmasını ve parçanın yoğunlaşmasını sağlar.
-
Sonuç: Yoğun ve Sağlam Metal Parça Sinterleme tamamlandığında, parça nihai yoğunluğuna (~%97-99) ve mekanik özelliklerine (mukavemet, sertlik) kavuşur. Bu süreçteki en önemli fiziksel değişim büzülmedir (shrinkage). Parçacıklar birbirine yaklaştıkça, parça her yönde yaklaşık %20 oranında küçülür. Bu küçülme oranı öngörülebilir olduğu için, baskı öncesi 3D model bu oranda büyütülerek nihai parçanın istenen ölçülerde olması sağlanır.
Özetle, Binder Jetting süreci, dijital bir dosyadan başlayıp üç temel dönüşüm geçirerek yoğun bir metal parça üreten sofistike bir imalat yolculuğudur. Baskıda yaratılan hassas geometri, kürlemede kazandığı geçici güç ve sinterlemede ulaştığı nihai metalurjik yapı ile bu teknoloji, eklemeli imalatın seri üretimdeki geleceğine ışık tutmaktadır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
