Baskı Sonrası İşlemler (Post-Processing)
3D yazıcıdan çıkan bir parça, genellikle yolculuğunun sonuna gelmiş gibi görünür. Ancak çoğu endüstriyel uygulama için bu, aslında hikayenin sadece ilk yarısıdır. "Baskıyı başlat" düğmesine basıldıktan sonra elde edilen ham parça, nihai ürüne dönüşmek için bir dizi kritik işlemden geçmek zorundadır. Bu adımların tümüne Baskı Sonrası İşlemler (Post-Processing) denir ve bu süreç, parçanın estetiğini, boyutsal doğruluğunu, mekanik dayanımını ve genel performansını belirleyen en önemli aşamadır.
Peki, bir 3D baskılı parçayı "ham" halden "kullanıma hazır" hale getiren bu işlemler nelerdir? Bu blog yazısında, eklemeli imalatın görünmez ama vazgeçilmez dünyası olan post-processing adımlarını detaylı bir şekilde inceliyoruz.
Neden Baskı Sonrası İşlem Gerekli?
Bir parçanın baskıdan çıktığı haliyle son kullanıcıya sunulması nadirdir. Post-processing, temel olarak dört ana amaca hizmet eder:
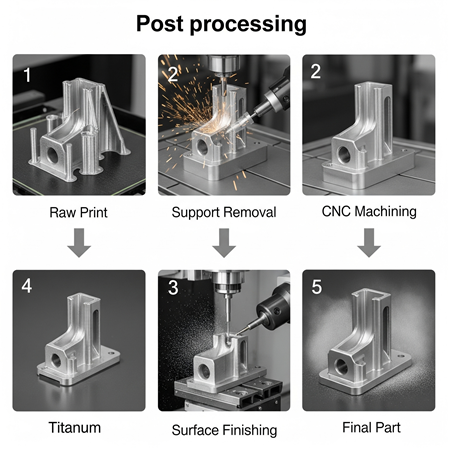
- Temizlik ve Hazırlık: Destek yapılarını ve artık malzemeleri temizlemek.
- Mekanik Özellikleri İyileştirme: Parçanın mukavemetini, sertliğini ve yorulma ömrünü artırmak.
- Boyutsal Doğruluğu Sağlama: Kritik toleranslara sahip yüzeyleri hassas bir şekilde işlemek.
- Yüzey Kalitesini ve Estetiği Artırma: Parçanın yüzeyini pürüzsüzleştirmek, boyamak veya kaplamak.
Bu işlemler, kullanılan 3D baskı teknolojisine (örneğin Metal LPBF vs. Polimer FDM) ve parçanın nihai kullanım amacına göre büyük farklılıklar gösterir.
Temel Baskı Sonrası İşlem Kategorileri
1. Temizlik ve Destek Sökme: İlk ve Zorunlu Adım
Bu, neredeyse tüm 3D baskı teknolojileri için ilk adımdır.
- Tozdan Arındırma: Toz yataklı sistemlerde (LPBF, Binder Jetting) üretilen parçaların etrafındaki bağlanmamış tozların basınçlı hava veya fırçalarla dikkatlice temizlenmesi gerekir.
- Reçine Yıkama: Reçine bazlı baskılarda (SLA/DLP), parça yüzeyinde kalan sıvı reçinenin izopropil alkol (IPA) gibi çözücülerle yıkanması gerekir.
- Destek Sökme: En yaygın işlemdir. Metal baskılarda, parçayı plakaya bağlayan ve çarpılmayı önleyen sağlam desteklerin tel erozyon (Wire EDM), testere veya CNC ile kesilmesi gerekir. Polimer baskılarda ise bu destekler genellikle el ile veya pense yardımıyla kırılır. Suda çözünebilen destek malzemeleri ise bu süreci oldukça kolaylaştırır.
2. Isıl İşlemler: Metalin Ruhunu İyileştirmek (Özellikle Metal Baskılar İçin)
Metal baskının doğası gereği oluşan iç gerilimleri gidermek ve malzemenin mikro yapısını optimize etmek için ısıl işlemler hayati önem taşır.
- Gerilim Giderme (Stress Relief): LPBF gibi lazer bazlı metal baskılarda oluşan yüksek termal stresi ortadan kaldırmak için uygulanır. Bu işlem, parçanın zamanla çatlamasını veya deforme olmasını engeller.
- Sıcak İzostatik Presleme (HIP): Parçanın iç yapısında kalmış olabilecek mikroskobik boşlukları (porozite) kapatmak için yüksek basınç ve sıcaklık uygulanmasıdır. Bu, parçanın yoğunluğunu %100'e yaklaştırır ve özellikle havacılık gibi alanlarda kritik olan yorulma ömrünü önemli ölçüde artırır.
- Sertleştirme ve Tavlama: Malzemenin sertliğini artırmak veya tam tersi, sünekliğini ve işlenebilirliğini iyileştirmek için yapılan metalurjik işlemlerdir.
3. Talaşlı İmalat: Mikron Hassasiyetinde Dokunuşlar
3D baskı, karmaşık geometriler üretmede harikadır ancak tek başına çok sıkı toleranslar elde edemez.
- CNC İşleme: Bir yatak yuvası, dişli profili veya başka bir parçayla birleşecek olan kritik bir yüzeyin, mikron seviyesinde bir hassasiyetle işlenmesi için kullanılır. 3D baskı ile "nete yakın şekil" (near-net shape) üretilen parça, daha sonra CNC tezgahında son ölçülerine getirilir. Bu yaklaşıma hibrit imalat denir.
4. Yüzey İyileştirme: Pürüzsüzlük ve Estetik
Katmanlı üretim doğası gereği, 3D baskılı parçaların yüzeyleri genellikle pürüzlüdür.
- Mekanik Yöntemler:
- Zımparalama ve Polisaj: Manuel veya otomatik olarak yüzeyin prynüzsüzleştirilmesi ve parlatılmasıdır.
- Tamburlama (Tumbling): Çok sayıda küçük parçanın, aşındırıcı seramik veya plastik taşlarla birlikte bir kazanda döndürülerek yüzeylerinin pürüzsüzleştirilmesi işlemidir.
- Kumlama (Sandblasting / Bead Blasting): Yüzeye yüksek basınçla cam kürecik veya kum püskürterek homojen ve mat bir yüzey dokusu elde etmek için kullanılır.
- Kimyasal Yöntemler:Kaplama ve Boyama: Parçanın estetiğini iyileştirmek veya ona korozyon direnci, elektriksel iletkenlik gibi ek fonksiyonlar kazandırmak için boyama, nikel kaplama, krom kaplama gibi işlemler uygulanabilir.
- Buharla Pürüzsüzleştirme (Vapor Smoothing): Özellikle ABS gibi polimer parçaların yüzeyini eriterek, enjeksiyon kalıplama kalitesinde parlak ve pürüzsüz hale getiren bir işlemdir.
Sonuç olarak, baskı sonrası işlemler, eklemeli imalat iş akışının ayrılmaz ve genellikle en çok zaman alan parçasıdır. Bu adımlar, 3D yazıcıdan çıkan bir prototipi, gerçek dünya uygulamalarının zorlu koşullarına dayanabilecek, estetik ve fonksiyonel bir nihai ürüne dönüştüren kritik bir köprü görevi görür. Başarılı bir eklemeli imalat süreci, sadece iyi bir baskı ile değil, aynı zamanda iyi planlanmış ve ustalıkla uygulanmış bir post-processing stratejisi ile tamamlanır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
