Titanyum Tozlarıyla Üretilen Parçaların Post-Processing Süreçleri
Eklemeli imalat (3D baskı) ile titanyum tozlarından parça üretimi, havacılık, medikal ve otomotiv gibi yüksek performans gerektiren sektörlerde devrim yaratmıştır. Ancak, "ham" basılmış bir titanyum parçası nadiren nihai ürün olarak kullanılmaya hazırdır. Üretilen parçaların mekanik özelliklerini, yüzey kalitesini ve genel performansını optimize etmek için bir dizi post-processing (işlem sonrası) sürecine tabi tutulmaları gerekir. Bu süreçler, parçaların beklenen standartları karşılaması ve kritik uygulamalarda güvenle kullanılabilmesi için hayati öneme sahiptir.
Neden Post-Processing Gereklidir?
Titanyum tozlarıyla yapılan eklemeli imalat süreçleri (örneğin, Lazer Toz Yatak Ergitme - LPBF veya Elektron Işını Ergitme - EBM) bazı doğal sınırlamalar getirir:
-
Yüzey Pürüzlülüğü: Toz partiküllerinin erimesi ve katılaşması nedeniyle, basılı parçaların yüzeyleri genellikle pürüzlüdür. Bu pürüzlülük, yorulma ömrünü ve korozyon direncini olumsuz etkileyebilir.
-
Artık Gerilmeler: Hızlı ısıtma ve soğutma döngüleri, parçanın içinde artık gerilmelere neden olabilir. Bu gerilmeler, parçanın çarpılmasına veya çatlamasına yol açabilir.
-
Mikroyapı ve Mekanik Özellikler: Baskı sırasında oluşan mikroyapı, her zaman optimum mekanik özellikleri sağlamayabilir. Özellikle süneklik ve darbe dayanımı iyileştirme gerektirebilir.
-
Gözeneklilik ve Kusurlar: Üretim sırasında kısmen erimiş tozlar veya gaz sıkışmaları nedeniyle iç ve dış gözenekler oluşabilir.
-
Destek Yapıları: Parçaların şeklini korumak için kullanılan destek yapıları, baskı sonrası temizlenmelidir.
Bu nedenlerle, post-processing adımları, titanyum eklemeli imalatın ayrılmaz bir parçasıdır.
Başlıca Post-Processing Süreçleri
Titanyum tozlarıyla üretilen parçalar için uygulanan temel post-processing adımları şunlardır:
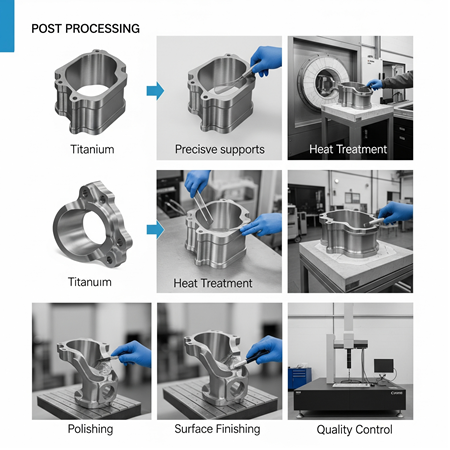
1. Destek Yapılarının Giderilmesi (Support Removal)
Eklemeli imalat sürecinde, özellikle karmaşık geometrilere sahip parçaların stabilitesini sağlamak ve sarkmayı önlemek için destek yapıları kullanılır. Baskı tamamlandıktan sonra bu destekler, manuel olarak (kesme, kırma) veya otomatik sistemler (tel erozyon, robotik kesim) kullanılarak dikkatlice çıkarılır. Bu adım, parçanın nihai formunu almasını sağlar.
2. Isıl İşlem (Heat Treatment)
Isıl işlem, titanyum parçaların mekanik özelliklerini optimize etmek için kritik bir adımdır. Genellikle aşağıdaki amaçlarla uygulanır:
-
Gerilim Giderme (Stress Relieving): Baskı sırasında oluşan artık gerilmeleri azaltarak parçanın boyutsal stabilitesini artırır ve çatlama riskini düşürür.
-
Mikroyapı Optimizasyonu: Belirli sıcaklık ve sürelerde yapılan ısıl işlemler, parçanın iç mikroyapısını dönüştürerek mukavemet, süneklik ve yorulma ömrü gibi özellikleri iyileştirir.
-
HIP (Hot Isostatic Pressing - Sıcak İzostatik Presleme): Bu işlemde parça, yüksek sıcaklık ve yüksek basınç altında inert bir gaz ortamında tutulur. HIP, iç gözenekliliği neredeyse tamamen ortadan kaldırarak parçanın yoğunluğunu ve mekanik özelliklerini önemli ölçüde artırır. Özellikle havacılık ve medikal gibi kritik uygulamalar için olmazsa olmaz bir adımdır.
3. Yüzey İşleme (Surface Finishing)
Yüzey pürüzlülüğü, titanyum parçaların performansı üzerinde büyük etkiye sahiptir. Çeşitli yüzey işleme teknikleri kullanılır:
-
Kumlama (Shot Blasting / Peening): Yüzeye aşındırıcı partiküller fırlatılarak pürüzlülük azaltılır ve yüzeyde sıkıştırma gerilmeleri oluşturularak yorulma ömrü artırılır.
-
Kimyasal Parlatma (Chemical Polishing): Kimyasal çözeltiler kullanılarak yüzeydeki düzensizlikler giderilir ve parlak bir yüzey elde edilir.
-
Elektro-parlatma (Electropolishing): Elektrik akımı ve elektrolit çözelti kullanılarak yüzeydeki mikroskobik tepeler giderilir, bu da pürüzsüz ve pasif bir yüzey oluşturur. Medikal implantlar için özellikle önemlidir.
-
Titreşimli Parlatma (Vibratory Finishing / Tumbling): Aşındırıcı ortamlarla birlikte titreşimli tamburlarda parçalar yuvarlanarak yüzey pürüzlülüğü azaltılır.
-
İşleme (Machining): Geleneksel CNC işleme yöntemleri, yüksek hassasiyet gerektiren toleranslar veya özel yüzey kaliteleri elde etmek için kullanılabilir.
4. Temizleme ve Kontrol
Tüm işlemlerden sonra parçalar, yüzeylerinde kalan kalıntıları (toz, kimyasal madde vb.) temizlemek için yıkanır ve kurutulur. Son olarak, parçaların boyutsal doğruluk, yüzey kalitesi, mikroyapı ve mekanik özellikler açısından belirlenen spesifikasyonlara uygun olup olmadığını doğrulamak için kalite kontrol (Quality Control - QC) testleri yapılır. Bu testler tahribatsız muayene (NDT - Non-Destructive Testing) yöntemlerini (X-ray, ultrason) ve tahribatlı testleri (çekme testi, yorulma testi) içerebilir.
Sonuç
Titanyum tozlarıyla eklemeli imalatla üretilen parçalar için post-processing süreçleri, sadece estetik iyileştirmelerden ibaret değildir; aynı zamanda parçanın nihai performansını, güvenilirliğini ve kullanım ömrünü belirleyen kritik adımlardır. Destek yapıların giderilmesinden ısıl işlemlere, yüzey finiş işlemlerinden detaylı kalite kontrolüne kadar her adım, titanyumun eşsiz özelliklerinin tam olarak ortaya çıkmasını sağlar. Bu süreçlerin doğru bir şekilde uygulanması, eklemeli imalatın endüstriyel ölçekte başarılı bir üretim teknolojisi olarak konumunu güçlendirmektedir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
