SLM (Selective Laser Melting) ve EBM (Electron Beam Melting) Farkları
Metal eklemeli imalat (Additive Manufacturing) dünyasına adım atan herkesin karşısına çıkan ilk büyük yol ayrımı şudur: Lazer mi, Elektron Işını mı?
Her iki teknoloji de "Toz Yataklı Füzyon" (Powder Bed Fusion) ailesine aittir. Yani her ikisi de metal tozlarını katman katman eriterek parça üretir. Ancak çalışma prensipleri, kullandıkları enerji kaynakları ve en önemlisi kullandıkları metal tozunun özellikleri gece ile gündüz kadar farklıdır.
Bu rehberde, endüstrinin iki devi olan SLM (Seçici Lazer Ergitme) ve EBM (Elektron Işını Ergitme) teknolojilerini karşılaştırıyor; havacılıktan medikale kadar hangi projede hangisinin seçilmesi gerektiğini inceliyoruz.
1. SLM (Selective Laser Melting) Nedir?
SLM (veya DMLS), metal tozlarını eritmek için yüksek güçlü bir veya birden fazla Lazer (genellikle Ytterbium fiber lazer) kullanır.
-
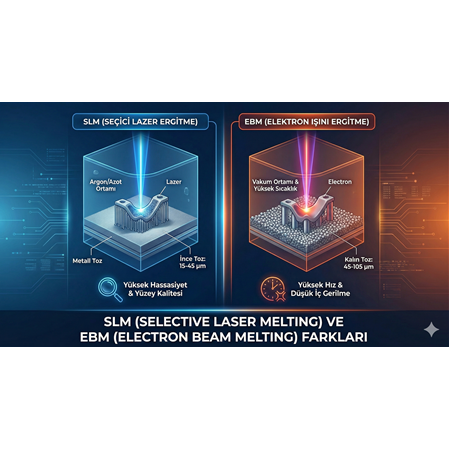
Ortam: İşlem, metalin oksitlenmemesi için Azot veya Argon gazı ile dolu bir kabinde gerçekleşir.
-
Hassasiyet: Lazerin odak çapı çok küçüktür. Bu sayede çok ince duvarlar, keskin köşeler ve detaylı geometriler üretilebilir.
-
Yüzey Kalitesi: EBM'e kıyasla çok daha pürüzsüz ("Mat" bir görünüm) yüzeyler elde edilir.
2. EBM (Electron Beam Melting) Nedir?
EBM, tozları eritmek için lazer yerine yüksek enerjili bir Elektron Işını kullanır. (Tıpkı eski tüplü televizyonlardaki teknoloji gibi, ama çok daha güçlüsü).
-
Ortam: Elektronların hava moleküllerine çarpıp sapmaması için işlem Vakum ortamında yapılır.
-
Isı Yönetimi: EBM makinesi, baskı tablasını 700°C - 1000°C gibi çok yüksek sıcaklıklara kadar ısıtır. Bu "Sıcak İşlem", parçadaki iç gerilmeleri (residual stress) yok eder.
-
Hız: Elektron ışını, lazerden çok daha hızlı hareket edebilir ve bölünebilir. Bu nedenle büyük parçaların üretiminde daha hızlıdır.
Kritik Farklar ve Karşılaştırma
A. Toz Boyutu (En Önemli Kısım)
Bir toz tedarikçisi veya kullanıcısı için en kritik ayrım buradadır.
-
SLM Tozları: Daha incedir. Genellikle 15-45 mikron veya 20-63 mikron aralığı kullanılır. Bu incelik, yüksek detay sağlar.
-
EBM Tozları: Daha kalındır. Genellikle 45-105 mikron aralığı kullanılır. Daha kalın toz, vakum ortamında "tozumanın" (smoking) engellenmesi ve verimlilik için gereklidir.
B. Yüzey Pürüzlülüğü (Surface Finish)
-
SLM: "Kumlanmış" gibi pürüzsüz bir yüzey çıkar (Ra ~5-10 µm). Detaylı parçalar için idealdir.
-
EBM: Daha kaba bir yüzey çıkar (Ra ~20-30 µm). Katman izleri daha belirgindir, genellikle baskı sonrası talaşlı imalat gerektirir.
C. Destek Yapıları (Supports)
-
SLM: Parçanın tablaya tutunması ve ısıyı atması için yoğun destek yapılarına (çapa) ihtiyaç duyar. Bu desteklerin temizlenmesi maliyetlidir.
-
EBM: Toz yatağı yarı-sinterlenmiş (hafifçe sertleşmiş) bir kek kıvamındadır. Bu yapı parçayı desteklediği için çok daha az destek yapısı gerekir. Hatta bazı parçalar boşlukta yüzüyormuş gibi basılabilir.
D. Malzeme Çeşitliliği
-
SLM: Çok geniş bir yelpaze (Alüminyum, Çelik, Titanyum, Inconel vb.).
-
EBM: Ağırlıklı olarak iletken metaller ve reaktif malzemeler. Özellikle Titanyum (Ti6Al4V) ve Kobalt Krom üretiminde rakipsizdir. Ayrıca kırılgan malzemeler (Titanyum Alüminid - TiAl) sadece EBM'in sıcak ortamında çatlamadan basılabilir.
Hangisini Seçmelisiniz?
| Özellik | SLM (Lazer) | EBM (Elektron) |
| Öncelik | Hassasiyet ve Yüzey Kalitesi | Hız ve Düşük İç Gerilme |
| Parça Boyutu | Küçük ve Orta | Orta ve Büyük |
| İnce Detaylar | Mükemmel | Orta |
| Isıl İşlem | Baskı sonrası gerilim giderme şarttır | Genellikle gerekmez |
| Sektör | Otomotiv, Kalıpçılık, Hassas Medikal | Havacılık (Yapısal), Ortopedik İmplantlar |
Sonuç: Doğru Toz, Doğru Teknoloji
Eğer çok ince kanallara sahip bir soğutma bloğu üretiyorsanız SLM teknolojisini ve 15-45 mikron tozları seçmelisiniz. Eğer bir uçak için büyük bir titanyum braket veya kalça protezi üretiyorsanız, EBM teknolojisi ve 45-105 mikron tozlar sizin için daha ekonomik ve hızlı olacaktır.
Hangi teknolojiyi kullanırsanız kullanın, üretim kalitesini belirleyen temel faktör metal tozunun küreselliği ve saflığıdır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
