Saatlerce süren bir 3D baskının heyecanla sonlanmasını beklediniz. Ancak sonuç, hayal ettiğiniz pürüzsüz model yerine, köşeleri kalkmış, örümcek ağlarıyla kaplı veya duvarları dalgalı bir hayal kırıklığı... Tanıdık geldi mi? Endişelenmeyin, her hatalı baskı, 3D baskı dünyasında bir acemilik nişanı ve öğrenmek için paha biçilmez bir fırsattır.
Bu "ilk yardım" rehberinde, FDM 3D yazıcılarda en sık karşılaşılan üç baş belası hatayı masaya yatırıyor ve bu sorunları teşhis edip çözmeniz için size adım adım pratik çözümler sunuyoruz.
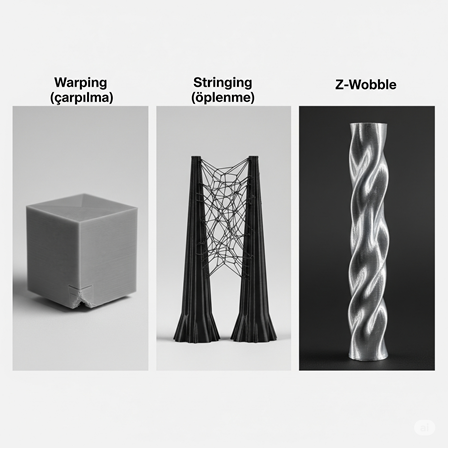
Sorun Nedir?: Baskının, özellikle de keskin köşelere sahip kısımlarının, baskı tablasından ayrılarak yukarı doğru kıvrılmasıdır. Bu durum hem modelin tabanını bozar hem de ilerleyen katmanlarda ciddi sorunlara yol açar.
Neden Olur?: Temel sebep, termal büzülmedir. Nozülden çıkan sıcak plastik soğudukça büzülür. Üst katmanlar soğuyup büzülürken, alttaki ve tabana yapışık olan katmanı yukarı doğru çekerler. Bu gerilim, yapışmanın zayıf olduğu köşelerde kendini gösterir. Kısacası, zayıf ilk katman yapışması ve dengesiz soğuma bu sorunun ana nedenleridir.
Çözüm Adımları:
Sorun Nedir?: Modelin ayrı iki noktası arasında, nozzle hareket ederken arkasında bıraktığı ince, saç teli gibi plastik iplikçiklerdir. Baskınızın her yerinde minik örümcek ağları varmış gibi görünür.
Neden Olur?: Nozzle, bir yerden başka bir yere baskı yapmadan (boşta) hareket ederken, ucunda kalan erimiş plastiğin sızarak arkasında iz bırakmasıdır. Bu sorunun temel kaynağı, yanlış retraction (geri çekme) ayarlarıdır.
Çözüm Adımları:
Sorun Nedir?: Baskının dikey duvarlarında tutarlı, periyodik bir desende dalgalanmalar veya katman çizgilerinde hizasızlık görülmesidir. Yüzeyler pürüzsüz değildir.
Neden Olur?: Bu sorun genellikle yazılım veya sıcaklık ayarlarından değil, mekanik bir problemden kaynaklanır. Yazıcının Z eksenindeki (dikey hareket) donanımının stabilitesindeki bir sorun bu hataya yol açar. Olası nedenler; eğilmiş Z ekseni vidalı mili, gevşek vidalar veya stabil olmayan bir yazıcı kasasıdır.
Çözüm Adımları:
Sonuç: Hatalı bir baskı asla sadece boşa gitmiş bir plastik değildir; o, yazıcınızın size neye ihtiyacı olduğunu söylediği bir mesajdır. Sorunu doğru teşhis ederek ve bu adımları sabırla izleyerek, hem baskı kalitenizi artıracak hem de makinenizi çok daha iyi tanıyarak usta bir kullanıcı olma yolunda ilerleyeceksiniz.











