Parametre Optimizasyonu: Mükemmel Baskı İçin Ayar İpuçları
3D Baskının Gizli Reçetesi: Parametre Optimizasyonu ile Mükemmel Baskıya Ulaşmak
İstanbul, Türkiye – 12 Haziran 2025 – 3D yazıcınızı kutusundan çıkardınız, ilk modelinizi dilimleyici (slicer) yazılıma attınız ve "baskıyı başlat" düğmesine tıkladınız. Sonuç fena değil, ancak yüzeyde çizgiler var, bazı yerlerde ipliksi kalıntılar sarkıyor ve parçanın köşeleri tabladan kalkmış... Tanıdık geldi mi? İşte bu noktada, 3D baskı dünyasında acemiliği ustalığından ayıran en önemli konsept devreye giriyor: Parametre Optimizasyonu.
Dilimleyici yazılımınızdaki varsayılan profiller iyi bir başlangıç noktasıdır, ancak her 3D yazıcı, her filament ve her modelin kendine özgü bir "tatlı noktası" vardır. Bu tatlı noktayı bulma sanatına parametre optimizasyonu denir. Bu blog yazısında, mükemmel baskıya ulaşmak için bilmeniz gereken temel ayar ipuçlarını ve bu ayarların baskı kalitesini nasıl etkilediğini inceliyoruz.
Parametre Optimizasyonu Nedir ve Neden Önemlidir?
Parametre optimizasyonu, dilimleyici yazılımınızdaki (Cura, PrusaSlicer vb.) ayarları, kullandığınız yazıcıya, filamente ve tasarıma en uygun sonuçları verecek şekilde hassas bir şekilde ayarlama sürecidir. Bu, "deneme-yanılma"dan çok, sistematik bir kalibrasyon sürecidir.
Neden Önemli?
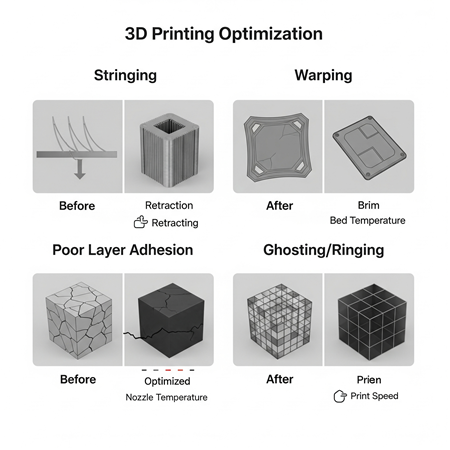
- Kalite Artışı: Yüzey pürüzsüzlüğünü artırır, katman çizgilerini azaltır ve iplenme (stringing) gibi kusurları ortadan kaldırır.
- Dayanıklılık: Doğru ayarlar, katmanların birbirine daha iyi yapışmasını sağlayarak daha sağlam ve fonksiyonel parçalar üretmenizi sağlar.
- Hız ve Verimlilik: Gereksiz yere yavaş baskı yapmayı önler, malzeme israfını azaltır.
- Başarısız Baskıları Önleme: Çarpılma (warping), katman ayrılması veya nozul tıkanması gibi yaygın baskı hatalarını en aza indirir.
Mükemmel Baskının Altın Ayarları: Neyi, Nasıl Değiştirmeli?
İşte baskı kalitenizi doğrudan etkileyen en kritik 5 parametre ve ipuçları:
1. Sıcaklık (Nozul ve Tabla)
Bu, optimizasyona başlamanız gereken ilk ve en önemli ayardır. Her filamentin ideal bir erime ve yapışma sıcaklığı vardır.
- Nozul Sıcaklığı:
- Çok Düşük: Filament tam erimez, katmanlar birbirine yapışmaz ve parça kolayca kırılır (katman ayrılması). Ekstrüder motoru "tık" sesi çıkarabilir.
- Çok Yüksek: Filament aşırı akar, kontrolsüzleşir, sarkma (sagging) ve iplenme (stringing) yapar.
- Tabla Sıcaklığı:İpucu: Her yeni filament rulosu için bir "Sıcaklık Kulesi" (Temp Tower) modeli basın. Bu model, farklı katmanları farklı sıcaklıklarda basarak, filamentinizin en iyi yüzey kalitesini ve katman yapışmasını hangi sıcaklıkta verdiğini görsel olarak bulmanızı sağlar.
- Görevi: İlk katmanın tablaya sağlam bir şekilde yapışmasını sağlamak ve baskı boyunca parçanın tabanını sıcak tutarak ani soğumanın neden olduğu çarpılmayı (warping) önlemektir.
2. Geri Çekme (Retraction)
Bu ayar, can sıkıcı "iplenme" veya "saçaklanma" (stringing) sorununun baş sorumlusudur.
- Nasıl Çalışır? Yazıcının nozulu, baskı yapmadığı bir alandan diğerine geçerken, erimiş filamentin sızmasını önlemek için filamenti kısa bir mesafe geri çeker.
- Temel Ayarlar:İpucu: İplenme sorunu yaşıyorsanız, özel olarak tasarlanmış "Geri Çekme Kulesi" (Retraction Tower) modelleri basarak, mesafeyi ve hızı küçük adımlarla artırıp en temiz sonucu veren ayarı bulun.
- Geri Çekme Mesafesi (Retraction Distance): Ne kadar filamentin geri çekileceği.
- Geri Çekme Hızı (Retraction Speed): Bu geri çekme işleminin ne kadar hızlı yapılacağı.
3. Baskı Hızı (Print Speed)
Hız, kalite ile doğrudan bir ödünleşim içindedir.
- Çok Hızlı: Baskı süresi kısalır ancak katmanların düzgün yapışması için yeterli zaman kalmayabilir. Ayrıca, yazıcının ani yön değiştirmelerinde "ringing" veya "ghosting" adı verilen, yüzeyde dalgalanma benzeri izler bırakabilir.
- Çok Yavaş: Mükemmele yakın bir yüzey kalitesi sunabilir ancak baskı süresi çok uzar.
- İpucu: Dilimleyicinizde farklı hızlar ayarlayın. Genellikle daha yavaş bir ilk katman hızı (yapışmayı garantilemek için), daha hızlı dolgu hızları ve orta seviyede dış duvar hızları en iyi sonucu verir.
4. Katman Kalınlığı (Layer Height)
Baskının dikey çözünürlüğünü belirler.
- Düşük Değer (örn. 0.12 mm): Çok detaylı ve pürüzsüz yüzeyler elde edersiniz ancak baskı süresi iki katına çıkabilir. Heykel gibi estetik parçalar için idealdir.
- Yüksek Değer (örn. 0.28 mm): Çok daha hızlı baskılar alırsınız ancak katman çizgileri belirgin olur. Fonksiyonel prototipler veya görünümün önemli olmadığı parçalar için idealdir.
- İpucu: Çoğu standart baskı için 0.20 mm mükemmel bir başlangıç noktasıdır.
5. Dolgu (Infill)
Parçanın iç yapısını ve sağlamlığını belirler.
- Yoğunluk (%): Dekoratif objeler için %10-15 yeterliyken, standart mekanik parçalar için %20-40, çok yüksek mukavemet gerektiren parçalar için ise %50 ve üzeri dolgu gerekebilir.
- Desen: Grid ve Lines en hızlı desenlerdir. Cubic veya Gyroid gibi 3D desenler, her yönde daha homojen bir dayanıklılık sunar.
- İpucu: Parçanızın fonksiyonunu düşünün. Sadece bir vitrin objesi ise, dolguyu düşük tutarak filament ve zamandan tasarruf edin.
Sistematik Yaklaşım: Her Seferinde Tek Bir Değişken
Optimizasyon yaparken en önemli kural, her seferinde sadece bir parametreyi değiştirmektir. Eğer hem sıcaklığı hem de geri çekme ayarını aynı anda değiştirirseniz, sonucun neden iyileştiğini veya kötüleştiğini asla bilemezsiniz.
- Sıcaklık Kulesi ile başlayarak doğru nozul sıcaklığını bulun.
- Bu sıcaklığı sabitleyip, Geri Çekme Kulesi ile iplenmeyi giderin.
- Bu ayarlarla bir Kalibrasyon Küpü (XYZ Cube) basarak boyutsal doğruluğu ve yüzey kalitesini (hız ayarları) kontrol edin.
Sonuç olarak, parametre optimizasyonu, 3D baskıda sabır ve dikkat gerektiren bir ustalaşma sürecidir. Ancak bu temel ayarların ne işe yaradığını ve birbirlerini nasıl etkilediğini anladığınızda, yazıcınızın kontrolü tamamen size geçer. Varsayılan profillerin ötesine geçerek, hayalinizdeki o pürüzsüz, sağlam ve kusursuz baskıyı elde etmek, doğru reçeteyi bulmaktan geçer.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
