Metal Tozları Nedir ve 3D Yazıcılarda Nasıl Kullanılır?
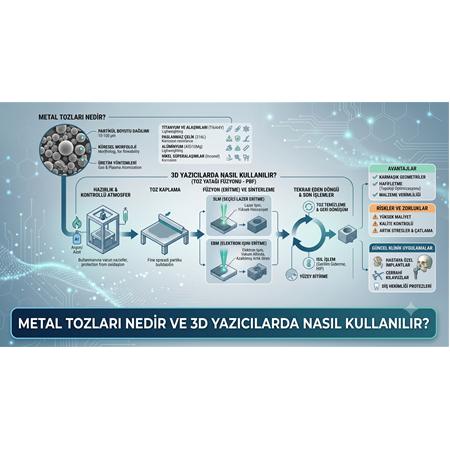
Metal tozları, mikron mertebesinde boyuta sahip, genellikle küresel veya düzensiz şekilli metal parçacıklarından oluşan bir malzemedir. Bu tozlar, sadece öğütülmüş metal parçaları değildir; 3D baskı için özel olarak tasarlanmış yüksek mühendislik ürünleridir.
Metal tozlarının 3D baskıda kullanılabilmesi için belirli fiziksel ve kimyasal özelliklere sahip olması gerekir. En kritik özelliklerden biri parçacık boyutu ve dağılımıdır. 3D yazıcılarda kullanılan tozlar genellikle 10 ila 100 mikrometre (µm) arasındadır. Daha ince tozlar daha pürüzsüz yüzeyler sağlar ancak akışkanlık sorunları yaratabilir; daha kalın tozlar ise daha hızlı baskı imkanı tanır ancak yüzey kalitesini düşürebilir.
Bir diğer önemli özellik parçacık şeklidir (morfoloji). Küresel parçacıklar, baskı yatağı üzerinde daha iyi akışkanlık ve daha sıkı paketlenme sağlayarak daha yoğun ve güçlü parçaların üretilmesini mümkün kılar. Bu nedenle, havacılık ve medikal gibi kritik uygulamalarda küresel morfolojiye sahip tozlar tercih edilir.
Metal tozları, farklı yöntemlerle üretilebilir. En yaygın yöntem olan gaz atomizasyonu, erimiş metalin yüksek basınçlı bir gaz (argon veya azot) jeti ile parçalanarak hızla katılaşmasını içerir. Bu yöntemle yüksek saflıkta ve küresel şekilli tozlar elde edilir. Plazma atomizasyonu ise daha yüksek sıcaklıklar kullanarak daha da küresel ve pürüzsüz tozlar üretir, ancak maliyeti daha yüksektir.
Baskıda kullanılan yaygın metal tozları şunlardır:
-
Titanyum ve Alaşımları (örn. Ti6Al4V): Hafiflik, yüksek mukavemet ve biyouyum özellikleri nedeniyle havacılık ve medikal implantlarda yaygın olarak kullanılır.
-
Paslanmaz Çelik (örn. 316L, 17-4 PH): Korozyon direnci ve iyi mekanik özellikleri nedeniyle endüstriyel parçalar ve tıbbi aletler için idealdir.
-
Alüminyum Alaşımları (örn. AlSi10Mg): Hafiflik ve iyi termal iletkenlik gerektiren otomotiv ve elektronik parçalarında tercih edilir.
-
Nikel Bazlı Süperalaşımlar (örn. Inconel 718, 625): Yüksek sıcaklık ve korozyon direnci nedeniyle jet motoru parçaları gibi aşırı koşullarda kullanılır.
-
Kobalt-Krom Alaşımları: Diş hekimliği protezleri ve ortopedik implantlar için mükemmel aşınma direnci ve biyouyum sunar.
Metal Tozları 3D Yazıcılarda Nasıl Kullanılır?
Metal 3D baskı teknolojileri, metal tozunu katman katman birleştirerek katı bir parça oluşturma prensibine dayanır. Bu süreç, "Toz Yatağı Füzyonu" (Powder Bed Fusion - PBF) olarak bilinen bir dizi yöntemle gerçekleştirilir. En yaygın PBF yöntemleri Seçici Lazer Eritme (SLM) ve Elektron Işını Eritme (EBM)’dir.
Bu süreçlerin temel adımları şu şekildedir:
-
Hazırlık: Baskı platformu, koruyucu gaz (argon veya azot) atmosferi altında ısıtılır. Bu gaz, metalin yüksek sıcaklıkta oksitlenmesini önler.
-
Toz Kaplama: Hassas bir kaplama bıçağı veya merdane, bir katman metal tozunu (genellikle 20-50 µm kalınlığında) baskı platformunun üzerine eşit şekilde yayar.
-
Füzyon (Eritme/Sinterleme): Yüksek güçlü bir enerji kaynağı (lazer veya elektron ışını), toz yatağının üzerine parçanın o katmanına ait kesitini çizer. Enerji kaynağı tozları seçici olarak eritir ve bir önceki katmana bağlar.
-
SLM (Selective Laser Melting): Bir veya daha fazla lazer ışını, tozları tamamen eriterek yoğun bir metal parçası oluşturur. Hassas ve karmaşık geometriler için idealdir.
-
EBM (Electron Beam Melting): Lazer yerine güçlü bir elektron ışını kullanılır. Bu işlem vakum altında gerçekleştirilir ve daha yüksek baskı sıcaklıklarına izin verir, bu da artık stresleri azaltır. EBM, özellikle titanyum gibi reaktif metaller için uygundur.
-
-
Sürekli Döngü: Enerji kaynağı bir katmanı tamamladıktan sonra, baskı platformu bir katman kalınlığı kadar aşağı iner. Kaplama bıçağı yeni bir toz katmanını yayar ve füzyon işlemi tekrarlanır. Bu döngü, tüm parça tamamlanana kadar devam eder.
-
Son İşlemler: Baskı bittiğinde, parça toz yatağından çıkarılır. Fazla tozlar geri dönüşüm için temizlenir. Parça daha sonra destek yapılarından ayrılır ve genellikle mekanik özellikleri iyileştirmek için ısı işlemine (örn. gerilim giderme, sıcak izostatik presleme - HIP) ve yüzey kalitesini artırmak için kumlama veya parlatma gibi işlemlere tabi tutulur.
PBF'nin yanı sıra, Yönlendirilmiş Enerji Biriktirme (DED) ve Bağlayıcı Püskürtme (Binder Jetting) gibi diğer metal 3D baskı teknolojileri de mevcuttur. DED, tozu doğrudan erime havuzuna püskürterek büyük parçaların onarımı veya üretimi için kullanılırken; Bağlayıcı Püskürtme, tozu bir bağlayıcı ile yapıştırarak "yeşil" bir parça oluşturur ve daha sonra bu parça fırında sinterlenerek yoğunlaştırılır.
Avantajlar ve Risk Değerlendirmesi
Metal 3D baskı, geleneksel imalat yöntemlerine göre önemli avantajlar sunarken, bazı riskleri ve zorlukları da beraberinde getirmektedir.
Avantajlar:
-
Geometrik Karmaşıklık: Geleneksel yöntemlerle (örneğin döküm, dövme, talaşlı imalat) üretilmesi imkansız veya çok zor olan karmaşık iç kanallar, kafes yapılar ve optimize edilmiş şekiller üretilebilir.
-
Parça Entegrasyonu: Birkaç parçadan oluşan karmaşık bir montaj, tek bir parça olarak basılabilir. Bu, montaj süresini kısaltır, ağırlığı azaltır ve hata potansiyelini düşürür.
-
Malzeme Verimliliği: Katmanlı imalat, sadece ihtiyaç duyulan malzemeyi kullanır. Geri kalan tozlar filtrelenip geri dönüştürülebilir, bu da talaşlı imalattaki büyük malzeme atıklarını azaltır.
-
Özelleştirme: Her baskı farklı bir tasarım olabilir, bu da seri üretim maliyetleri olmadan tamamen özelleştirilmiş parçaların (örneğin hastaya özel implantlar) üretilmesini mümkün kılar.
-
Hafifletme (Topoloji Optimizasyonu): Kafes yapılar ve karmaşık tasarımlar sayesinde parçanın mukavemeti korunurken ağırlığı önemli ölçüde azaltılabilir, bu da havacılık ve otomotivde yakıt verimliliğini artırır.
Riskler ve Zorluklar:
-
Yüksek Maliyet: Metal 3D yazıcılar ve özellikle gaz atomize edilmiş yüksek kaliteli metal tozları oldukça pahalıdır. Ayrıca işletme maliyetleri (koruyucu gazlar, enerji, son işlemler) de yüksektir.
-
Proses Kontrolü ve Tutarlılık: Metal baskı süreci son derece karmaşıktır ve lazer gücü, hız, toz kalitesi, oda sıcaklığı gibi yüzlerce parametrenin hassas kontrolünü gerektirir. Küçük bir sapma bile parçada gözeneklilik, mikro çatlaklar veya boyutsal hatalara yol açabilir. Parçaların tutarlı kalitede üretilmesi hala büyük bir zorluktur.
-
Artık Stresler: Yüksek erime ve hızlı soğuma döngüleri, parçada önemli iç (artık) streslere neden olabilir. Bu stresler, parçanın çarpılmasına, çatlamasına veya destek yapısından ayrılmasına yol açabilir. Isı işlemi bu stresi azaltmak için gereklidir, ancak süreci uzatır.
-
Toz Yönetimi ve Güvenlik: İnce metal tozları yanıcı ve patlayıcı olabilir (özellikle alüminyum ve titanyum). Ayrıca, bu tozları solumak ciddi sağlık riskleri oluşturabilir. Bu nedenle, tozların taşınması, saklanması ve filtrelenmesi için sıkı güvenlik önlemleri gereklidir.
-
Yüzey Kalitesi: Metal 3D baskılı parçalar genellikle "basıldığı gibi" pürüzlü bir yüzeye sahiptir. Kritik uygulamalar için yüzey kalitesini artırmak amacıyla ek işlemler (örn. kumlama, CNC işleme, kimyasal parlatma) gereklidir.
-
Sertifikasyon ve Standartlar: Metal 3D baskılı parçaların kalitesini ve güvenilirliğini doğrulamak için kabul görmüş standartlar ve sertifikasyon süreçleri hala gelişme aşamasındadır. Bu, özellikle havacılık ve medikal gibi düzenlemeye tabi sektörlerde bu teknolojinin benimsenmesini yavaşlatmaktadır.
Güncel Araştırmalar ve Klinik Çalışmalar
Metal 3D baskı alanı, malzeme biliminden proses mühendisliğine kadar geniş bir yelpazede yoğun araştırmalara konu olmaktadır. İşte bazı güncel gelişmeler ve medikal alandaki klinik uygulamalar:
Malzeme Bilimi Araştırmaları:
-
Yeni Alaşımların Geliştirilmesi: Araştırmacılar, 3D baskı için özel olarak optimize edilmiş yeni alaşımlar geliştirmektedir. Örneğin, nikel bazlı süperalaşımlarda çatlama eğilimini azaltan veya titanyumda daha yüksek sıcaklık dayanımı sağlayan alaşımlar üzerinde çalışılmaktadır. Ayrıca, parçanın farklı bölgelerinde farklı malzeme özelliklerine (örn. bir bölgede yüksek aşınma direnci, diğerinde yüksek esneklik) sahip olan fonksiyonel dereceli malzemeler de geliştirilmektedir.
-
Toz Kalitesinin İyileştirilmesi: Toz üreticileri, parçacık boyutu dağılımını daha dar tutarak, küreselliği artırarak ve yüzey oksitlerini azaltarak daha tutarlı baskı kalitesi sağlayan tozlar geliştirmek için çalışmaktadır. Ayrıca, baskı süreci sonrası tozun nasıl etkilendiğini ve kaç kez güvenle geri dönüştürülebileceğini anlamak için çalışmalar yürütülmektedir.
-
Mikroyapı Kontrolü: Araştırmacılar, baskı parametrelerini ve soğuma hızlarını optimize ederek malzemenin mikroyapısını (tane boyutu, faz dağılımı) kontrol etmeyi ve böylece mekanik özellikleri (mukavemet, yorulma direnci) iyileştirmeyi hedeflemektedir.
Medikal Alandaki Klinik Uygulamalar:
-
Hastaya Özel İmplantlar: 3D baskı, hastaların CT veya MRI taramalarına dayalı olarak tamamen özelleştirilmiş ortopedik ve kraniyofasiyal (kafatası ve yüz) implantların üretilmesini sağlar. Bu implantlar, hastanın anatomisine mükemmel şekilde uyarak daha iyi cerrahi sonuçlar, daha hızlı iyileşme süreleri ve daha az komplikasyon riski sunar. Kobalt-krom ve titanyum alaşımları bu uygulamalarda yaygın olarak kullanılmaktadır.
-
Klinik Çalışma Örneği: Birçok klinik çalışma, 3D baskılı titanyum kafes yapılı kalça implantlarının, kemik büyümesini teşvik etmede ve implantın kemiğe entegrasyonunu (osseointegrasyon) iyileştirmede geleneksel implantlara göre daha üstün olduğunu göstermiştir.
-
-
Cerrahi Kılavuzlar ve Modeller: 3D baskı, karmaşık cerrahi prosedürleri planlamak ve uygulamak için kullanılan hastaya özel cerrahi kılavuzlar ve ön baskı modelleri üretmek için kullanılır. Bu kılavuzlar, cerrahların kesileri ve implant yerleşimlerini daha hassas bir şekilde yapmalarına yardımcı olur.
-
Diş Hekimliği Uygulamaları: Kobalt-krom alaşımları, 3D baskı ile üretilen diş kronları, köprüler ve hareketli protezlerin altyapıları için yaygın olarak kullanılmaktadır. Bu teknoloji, daha hassas uyum, daha hızlı üretim süreleri ve malzeme tasarrufu sağlar.
-
Biyobaskı ve Doku Mühendisliği: Gelecekte, 3D biyobaskı teknolojisi, hasarlı dokuları ve organları onarmak veya değiştirmek için hücreleri ve biyo-mürekkepleri birleştirerek canlı yapılar üretmek için kullanılabilir. Bu alandaki araştırmalar hızla ilerlemektedir.
Sonuç
Metal tozları ve 3D baskı teknolojisi, endüstriyel üretimin geleceği için büyük bir potansiyel taşımaktadır. Karmaşık tasarımları gerçeğe dönüştürme, malzeme verimliliğini artırma ve özelleştirilmiş çözümler sunma yeteneği, bu teknolojiyi birçok sektör için vazgeçilmez kılmaktadır. Yüksek maliyet, proses kontrolü zorlukları ve güvenlik riskleri gibi engeller hala mevcut olsa da, devam eden araştırmalar ve gelişmeler bu zorlukların üstesinden gelmeye yardımcı olmaktadır. Metal 3D baskı, önümüzdeki yıllarda daha geniş kitleler tarafından benimsenecek ve üretim dünyasında daha da büyük bir etki yaratacaktır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
