Metal Enjeksiyon Kalıplama (MIM) İçin Toz Metalurjisi
Mühendislikte sıkça karşılaşılan bir ikilem vardır: "Bu parça çok karmaşık, CNC'de işlemek çok pahalı, dökümde ise yüzey kalitesi düşük oluyor." İşte tam bu noktada, iki farklı dünyanın en iyi özelliklerini birleştiren bir teknoloji devreye girer: Metal Enjeksiyon Kalıplama (MIM - Metal Injection Molding).
Plastik enjeksiyonun şekil verme özgürlüğünü, toz metalurjisinin malzeme çeşitliliği ve dayanıklılığı ile birleştiren MIM teknolojisi; medikalden otomotive, ateşli silahlardan tüketici elektroniğine kadar birçok sektörün vazgeçilmezidir.
MIM Teknolojisi Nedir?
Basitçe anlatmak gerekirse MIM; ince metal tozlarının bağlayıcı polimerlerle karıştırılarak, plastik enjeksiyon makinelerinde kalıplanması ve ardından fırınlanarak (sinterlenerek) %99 yoğunlukta metal parçaya dönüştürülmesidir.
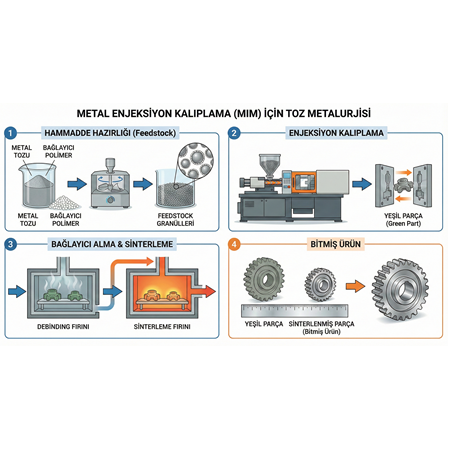
4 Adımda MIM Süreci: Tozdan Nihai Ürüne
MIM süreci hassas bir kimya ve fizik dengesine dayanır. İşte adım adım üretim aşamaları:
1. Feedstock (Besleme Malzemesi) Hazırlama: Sürecin kalbi burasıdır. Çok ince (genellikle 20 mikron altı) metal tozları, termoplastik bağlayıcılar (binder) ve vaks ile homojen bir şekilde karıştırılır. Bu karışıma "Feedstock" denir. Granül haline getirilen bu malzeme, enjeksiyon makinesine girmeye hazırdır.
2. Enjeksiyon (Kalıplama): Hazırlanan feedstock, standart plastik enjeksiyon makinelerinde, yüksek basınç altında kalıp boşluğuna basılır. Kalıptan çıkan bu parçaya "Yeşil Parça" (Green Part) denir. Parça, istenilen şekle sahiptir ancak henüz kırılgandır ve içinde plastik bağlayıcılar vardır.
3. Bağlayıcı Alma (Debinding): Metal tozlarını bir arada tutan plastiğin artık görevi bitmiştir. Yeşil parça, kimyasal solventler veya termal işlemlerle bağlayıcılardan arındırılır. Bu işlem sonucunda geriye kalan gözenekli yapıya "Kahverengi Parça" (Brown Part) adı verilir. Bu aşama çok kritiktir; hatalı yapılırsa parça çatlar veya şekil değiştirir.
4. Sinterleme (Sintering): Kahverengi parçalar, koruyucu atmosfer altında (Hidrojen, Argon veya Vakum) metalin erime noktasının hemen altına kadar ısıtılır. Bu sıcaklıkta metal tozları birbirine kaynar (difüzyon) ve gözenekler kapanır.
-
Önemli Not: Sinterleme sırasında parça yaklaşık %15-%20 oranında küçülür (Shrinkage). Kalıp tasarımı yapılırken bu küçülme oranı hesaba katılmalıdır.
Neden MIM Tercih Edilmeli? Avantajları Nelerdir?
-
Geometrik Özgürlük: CNC ile işlenmesi imkansız veya çok zor olan (iç kanallar, ters açılar, ince duvarlar) parçalar tek seferde üretilebilir.
-
Yüksek Yüzey Kalitesi: Döküm yöntemlerine kıyasla çok daha pürüzsüz yüzeyler elde edilir.
-
Malzeme Verimliliği: Talaşlı imalattaki gibi malzeme kaybı (hurda) yaşanmaz, neredeyse sıfır atıkla çalışılır.
-
Seri Üretim: Binlerce hatta milyonlarca adet parça, aynı toleranslarda hızla üretilebilir.
MIM İçin Hangi Metal Tozları Kullanılır?
MIM teknolojisinin başarısı, kullanılan metal tozunun kalitesine (küresellik, tane boyutu dağılımı) bağlıdır. En yaygın kullanılan malzemeler şunlardır:
-
Paslanmaz Çelikler: 316L, 17-4PH, 304L (Korozyon direnci ve mukavemet için).
-
Düşük Alaşımlı Çelikler: 4140, 4605 (Isıl işlem ile yüksek sertlik için).
-
Takım Çelikleri: M2, H13 (Aşınma direnci için).
-
Titanyum Alaşımları: Ti6Al4V (Medikal implantlar ve havacılık için).
-
Tungsten Ağır Alaşımlar: (Savunma sanayi ve denge ağırlıkları için).
Sonuç: Küçük Parçaların Büyük Çözümü
MIM, modern imalatın "İsviçre Çakısı" gibidir. Hem tasarımcıya özgürlük tanır hem de üreticiye maliyet avantajı sağlar. Eğer avuç içine sığacak kadar küçük, karmaşık ve yüksek mukavemetli bir metal parçaya ihtiyacınız varsa; çözüm ne CNC ne de Döküm, çözüm Metal Enjeksiyon Kalıplama'dır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
