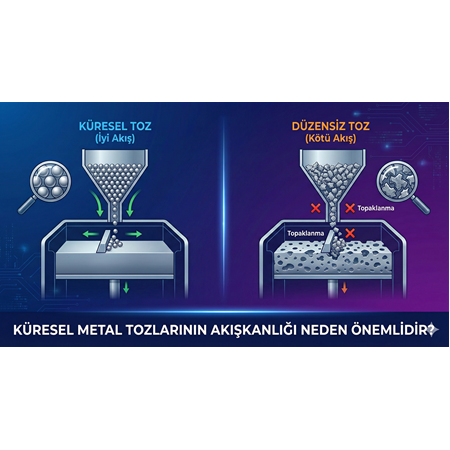
Küresel Metal Tozlarının Akışkanlığı Neden Önemlidir?
Metal eklemeli imalat (3D baskı) veya toz metalurjisi ile uğraşan bir mühendis için en kötü senaryo nedir? Makinenin tıkanması, parçanın içinde gizli boşluklar kalması veya üretimin ortasında durmasıdır. Çoğu zaman suç makineye atılır; ancak asıl suçlu genellikle tozun geometrisidir.
Metal tozunun kimyasal saflığı (örneğin "Ti64" olması) sadece malzemenin ne olduğunu belirler. Ancak tozun şekli ve akışkanlığı, o malzemenin nasıl işleneceğini belirler. Endüstride "Akışkanlık" (Flowability), verimliliğin anahtarıdır.
Bu yazımızda, küresel metal tozlarının neden "bilye gibi" akması gerektiğini, bunun üretim maliyetlerine etkisini ve kötü akışkanlığın yarattığı riskleri inceliyoruz.
Akışkanlık (Flowability) Nedir?
Basit bir benzetme yapalım: Bir huniden aşağıya küp şeker dökmeye çalıştığınızı, bir de bilye dökmeye çalıştığınızı düşünün. Küp şekerler köşelidir, birbirine takılır ve sıkışır. Bilyeler ise sürtünmesizce kayar ve boşlukları doldurur.
Metal tozlarında da durum aynıdır.
-
Gaz Atomizasyonu ile üretilen tozlar küreseldir (Bilye). Mükemmel akar.
-
Su Atomizasyonu veya öğütme ile üretilen tozlar köşelidir (Küp şeker/Taş). Birbirine kenetlenir ve akmakta zorlanır.
3D Yazıcılarda "Recoater" Kabusu
Lazerli metal yazıcılarda (SLM/DMLS), her katmanda mikron kalınlığında yeni bir toz tabakası seren bir bıçak veya silindir (Recoater) bulunur.
Eğer tozunuzun akışkanlığı kötüyse:
-
Topaklanma: Toz, bıçağın önünde birikir ve düzgün yayılmaz.
-
Kısa Besleme (Short-feeding): Tablanın bazı yerlerine toz gitmez, boşluklar kalır.
-
Çizgilenme: Lazer boş bir alana ateş ederse parça bozulur ve üretim iptal olur.
Küresel tozlar, bıçağın önünde su gibi akar ve "pürüzsüz, kadife gibi" bir katman oluşturur. Bu, lazerin metali eşit şekilde eritmesi için şarttır.
Paketleme Yoğunluğu (Packing Density)
Bir kavanozu taşla doldurursanız arada büyük boşluklar kalır. Kumla doldurursanız daha az boşluk kalır. Küresel tozlar, kendi kendilerine en sıkı pozisyonu alma eğilimindedir.
Yüksek paketleme yoğunluğu neden önemlidir?
-
Daha Az Gözenek: Toz ne kadar sıkı durursa, eridiğinde parça o kadar yoğun (%99.9 Density) olur.
-
Daha Az Çekme: Sıkı paketlenmiş toz, erirken daha az hacim kaybeder. Bu da parçanın soğurken büzülmesini ve çarpılmasını engeller.
Nasıl Ölçülür? Hall Flowmeter Testi
Endüstride bir tozun kalitesi Hall Flowmeter cihazı ile ölçülür. 50 gram tozun, standart bir huniden kaç saniyede aktığına bakılır.
-
İyi Akış: < 30 saniye (Genellikle Gaz Atomize tozlar).
-
Kötü Akış: Akmaz veya huniye vurulması gerekir.
Eğer satın aldığınız tozun teknik veri sayfasında (TDS) Hall Flow değeri yoksa veya çok yüksekse, üretim hattınızda sorun yaşama riskiniz yüksektir.
Metal Enjeksiyon Kalıplama (MIM) İçin Önemi
Sadece 3D yazıcılar değil; metal tozunun bir kalıba macun gibi basıldığı MIM teknolojisinde de küresellik kritiktir. Küresel tozlar, bağlayıcı (binder) ile daha homojen karışır ve kalıbın en ince detaylarına kadar (örneğin bir saat dişlisi) dolmasını sağlar.
Sonuç: Ucuz Toz En Pahalı Tozdur
Köşeli ve düzensiz tozlar genellikle daha ucuzdur. Ancak makinenin tıkanması, üretimin durması veya bitmiş bir parçanın röntgende çatlak çıkması, size toz maliyetinden kat be kat fazlasına mal olur.
İşletmenizin sürdürülebilirliği ve parça kaliteniz için, gaz atomizasyonu ile üretilmiş, akışkanlığı test edilmiş ve küreselliği yüksek metal tozlarını tercih edin. Kalite, detaylarda (ve o mikroskobik kürelerde) gizlidir.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
