FDM Yazıcı Kalibrasyonu: Adım Adım Mükemmel Baskıya Ulaşın
Yeni 3D yazıcınızı kutusundan çıkardınız, montajını tamamladınız ve ilk baskınızı heyecanla başlattınız. Ancak sonuçlar beklediğiniz gibi değil: Yüzeyler pürüzlü, katmanlar arasında boşluklar var ve köşeler tabladan kalkıyor... Bu durum, 3D baskıya yeni başlayan herkesin yaşadığı bir "aydınlanma" anıdır: Mükemmel baskılar, sadece "yazdır" tuşuna basmakla elde edilmez.
Cevap, kalibrasyon sürecinde yatar. Kalibrasyon, yazıcınıza mekanik ve yazılımsal olarak "ince ayar" çekerek, ona nasıl doğru hareket edeceğini ve malzemeyi nasıl doğru bir şekilde püskürteceğini öğretme işlemidir. Bu, yazıcınızı rastgele sonuçlar üreten bir hobi aracından, her seferinde güvenilir sonuçlar veren hassas bir üretim aracına dönüştürür.
Bu kapsamlı rehberde, FDM 3D yazıcınızı kalibre etmek ve baskı kalitenizi en üst düzeye çıkarmak için izlemeniz gereken temel adımları bulacaksınız.
Adım 0: Her Şeyden Önce - Mekanik Kontroller
Yazılım, bozuk bir donanımı düzeltemez. Kalibrasyona başlamadan önce, yazıcınızın mekanik olarak sağlam olduğundan emin olun:
- Tüm Vidaları Sıkın: Yazıcının ana kasası ve eksenleri üzerindeki tüm vidaların ve somunların sıkı olduğundan emin olun. Hiçbir şey sallanmamalı.
- Kayışları Gerin: X ve Y eksenindeki kayışlar ne çok sıkı ne de çok gevşek olmalı. Hafifçe bastırdığınızda bir gitar teli gibi düşük notalı bir ses çıkarmalıdır.
- Tekerlekleri Kontrol Edin: Eksenler üzerinde hareket eden V-slot tekerleklerinin boşluk yapmadığından ama aynı zamanda rahatça dönebildiğinden emin olun.
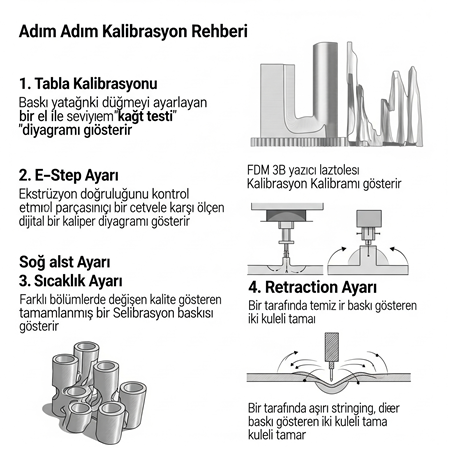
Adım 1: Tabla Kalibrasyonu (Bed Leveling) – Mükemmel Bir Başlangıç İçin
Başarılı bir baskının temeli, kusursuz bir ilk katmandır. Bu da ancak doğru tabla kalibrasyonu ile mümkündür. Amaç, nozzle ucunun baskı tablasının her noktasına eşit uzaklıkta olmasını sağlamaktır.
- Nasıl Yapılır?:Otomatik Kalibrasyon (ABL) Varsa: BLTouch gibi bir sensörünüz varsa, sistem bu işlemi otomatik yapar. Ancak sizin yine de Z-Offset ayarını yaparak nozzle'ın tabladan nihai yüksekliğini mükemmel bir şekilde ayarlamanız gerekir.
- Yazıcınızın menüsünden "Auto Home" ile eksenleri sıfırlayın.
- Nozzle ve tablayı baskı sıcaklıklarına getirin (ısıl genleşme hesaba katılmalı).
- Bir parça A4 kağıdı alın. Nozzle'ı tablanın dört köşesine ve ortasına sırayla getirin.
- Her noktada, kağıt nozzle ile tabla arasına sıkıştığında hafif bir sürtünme hissedecek şekilde ayar tekerleklerini çevirin. Kağıt ne serbestçe hareket etmeli ne de yırtılmalı.
- Bu işlemi tüm noktalarda en az iki tur tekrarlayın.
Adım 2: PID Ayarı (PID Tuning) – Stabil Sıcaklıklar
PID ayarı, yazıcınızın hotend ve ısıtmalı tabla sıcaklıklarını dalgalanma olmadan sabit tutmasını sağlar. Stabil bir sıcaklık, tutarlı bir ekstrüzyon ve daha iyi katman yapışması demektir.
- Nasıl Yapılır?: Pronterface veya OctoPrint gibi bir terminal aracılığıyla yazıcınıza
M303 E0 S210 C8 (Hotend'i 210°C'de test et) gibi bir G-kodu komutu göndererek PID otomatik ayarını başlatabilirsiniz. İşlem sonunda size verilen yeni Kp, Ki ve Kd değerlerini yazıcınızın belleğine kaydedin (M500).
Adım 3: E-Step Kalibrasyonu – Doğru Filament Miktarı
Bu ayar, yazıcınızın extruder motorunun, "100mm filament it" komutu aldığında gerçekten 100mm filament itmesini sağlar.
- Neden Önemli?: Az itme (Under-extrusion), katmanlar arası boşluklara ve zayıf parçalara yol açar. Fazla itme (Over-extrusion) ise pürüzlü yüzeylere ve boyut hatalarına neden olur.
- Nasıl Yapılır?:
- Extruder girişinden 120mm uzaklıktaki filamenti bir kalemle işaretleyin.
- Yazıcınıza 100mm filament itmesini komut edin.
- İşlem bittiğinde, işaret ile extruder girişi arasındaki mesafeyi ölçün. İdeal olarak 20mm kalmalıdır.
- Ölçtüğünüz değere göre basit bir formülle yeni E-step değerinizi hesaplayın ve yazıcınıza kaydedin.
Adım 4: Akış (Flow Rate) ve Sıcaklık Kalibrasyonu
E-step ayarı yazıcının kendisi için, akış ve sıcaklık ayarı ise kullandığınız spesifik filament içindir.
- Sıcaklık Kulesi (Temperature Tower): Farklı sıcaklık bloklarından oluşan bir kule basarak, kullandığınız filament için en iyi yüzey kalitesini, köprülemeyi ve en az iplenmeyi hangi sıcaklıkta elde ettiğinizi görsel olarak belirleyebilirsiniz.
- Akış Kalibrasyon Küpü (Flow Calibration Cube): Genellikle içi boş, üstü açık bir küp basarak duvar kalınlığını bir kaliper ile ölçersiniz. Ölçülen değer, dilimleyicideki duvar kalınlığı ayarınızla eşleşene kadar "Akış" veya "Extrusion Multiplier" ayarını yüzde olarak ince ayar yaparsınız.
Adım 5: Retraction Kalibrasyonu – Örümcek Ağlarına Son!
Bu ayar, nozzle'ın boşta hareket ederken ucundan plastik sızdırmasını (oozing) önlemek için filamenti geri çekme işlemini optimize eder.
- Neden Önemli?: Doğru retraction ayarları, iplenme (stringing) sorununu tamamen ortadan kaldırır.
- Nasıl Yapılır?: İnternette bulabileceğiniz özel "retraction kuleleri" basarak, farklı geri çekme mesafesi (retraction distance) ve geri çekme hızı (retraction speed) ayarlarını test edersiniz. En az iplenmenin olduğu ayar, sizin için en uygun olanıdır.
Sonuç: Kalibrasyon, 3D baskıda sabır gerektiren bir sanattır. Ancak bu sürece harcadığınız zaman, size sayısız başarısız baskıdan tasarruf ettirecek ve her seferinde öngörülebilir, tutarlı ve yüksek kaliteli sonuçlar almanızı sağlayacaktır. Bu adımlarda ustalaştığınızda, 3D yazıcınız artık bir bilinmez değil, tamamen sizin kontrolünüz altındaki hassas bir araç haline gelecektir.