FDM Baskılar İçin Destek (Support) Yapıları: Türleri ve Ayarları
FDM Baskılarda Destek (Support) Yapıları: Ne Zaman, Neden ve Nasıl Kullanılır?
3D yazıcınızla ilk denemelerinizi yaptınız ve artık daha iddialı, daha karmaşık modellere geçmek istiyorsunuz. Belki de detaylı bir aksiyon figürü, altında boşluklar olan bir makine parçası veya havada duran kolları olan bir heykel... Tam "Yazdır" düğmesine basacakken aklınıza o meşhur soru gelir: Yer çekimine karşı nasıl baskı yapacağım?
İşte bu noktada 3D baskının isimsiz kahramanları devreye girer: Destek (Support) Yapıları. Tıpkı bir inşaattaki iskeleler gibi, destekler de modelinizin havada kalan kısımlarının baskı sırasında çökmesini veya sarkmasını önleyen geçici yapılardır.
Bu kılavuzda, destek yapılarına ne zaman ihtiyaç duyacağınızı, ana destek türlerinin neler olduğunu ve baskı sonrası baş ağrısı yaşamadan kolayca sökülebilen mükemmel destekler için hangi dilimleyici (slicer) ayarlarını kullanmanız gerektiğini öğreneceksiniz.
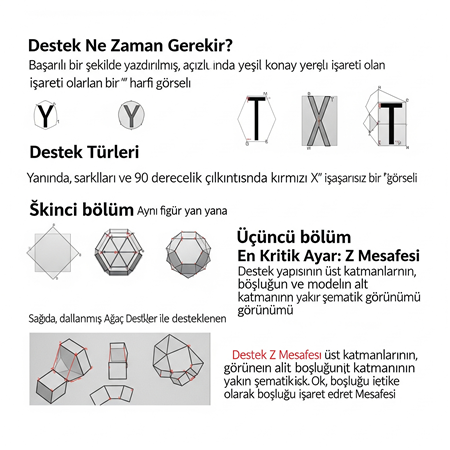
Destek Yapılarına Ne Zaman İhtiyaç Duyulur? "Y" ve "T" Kuralı
Her çıkıntı destek gerektirmez. Yazıcılar, bir miktar eğimli yüzeyleri sorunsuzca basabilir. Ne zaman desteğe ihtiyacınız olduğunu anlamak için basit "Y" ve "T" harfi kuralını kullanabiliriz:
- "Y" Harfi (Destek Gerekmez): "Y" harfinin kolları gibi 45 dereceden daha az eğime sahip çıkıntılar (overhang), genellikle bir önceki katmanın üzerine tutunarak sorunsuzca basılabilir. Çoğu yazıcı 45-50 dereceye kadar olan eğimleri desteksiz basabilir.
- "T" Harfi (Destek Gerekir): "T" harfinin yatay kolları gibi 90 dereceye yakın veya tamamen yatay olan çıkıntılar ise havada basılmaya çalışılır. Bu, filamentin boşluğa düşmesine ve başarısız bir baskıya neden olur. Bu tür dik çıkıntılar kesinlikle destek gerektirir.
- Köprüleme (Bridging): İki sütun arasında düz bir hat oluşturma durumudur. Yazıcılar kısa mesafeleri desteksiz "köprüleyebilir", ancak çok uzun köprüler sarkma yapacağı için destek gerektirebilir.
Destek Türleri: Standart mı, Ağaç mı?
Dilimleyici yazılımınızda genellikle iki ana destek türüyle karşılaşırsınız:
1. Standart (Normal / Zig-Zag) Destekler
Bunlar, baskı tablasından başlayıp doğrudan modelin desteklenecek kısmına dikey olarak yükselen, akordeon veya ızgara benzeri duvarlardır.
- Avantajları: Sağlam ve stabildirler. Düz ve geometrik yüzeylerin (bir rafın altı, bir çatının düz kısmı vb.) desteklenmesi için harikadırlar.
- Dezavantajları: Çok fazla filament harcarlar, baskı süresini uzatırlar ve söküldüklerinde modelin yüzeyinde daha fazla iz bırakabilirler. Sökülmeleri zor olabilir.
2. Ağaç (Tree / Organik) Destekler
Bunlar, modelin etrafından büyüyen ağaç gövdeleri ve dalları gibi görünen, sadece en gerekli noktalarda modele temas eden akıllı desteklerdir.
- Avantajları: Çok daha az malzeme kullanırlar ve dolayısıyla daha hızlı basılırlar. Sadece küçük noktalardan modele dokundukları için sökülmeleri inanılmaz derecede kolaydır ve model yüzeyinde çok az iz bırakırlar. Özellikle organik şekiller, figürler ve minyatürler için mükemmeldir.
- Dezavantajları: Geniş ve düz yüzeyleri desteklemek için standart destekler kadar stabil olmayabilirler.
Usta Gibi Ayar Yapın: En Önemli Destek Ayarları
Destekleri kullanmak, onları kolayca sökebilmekle anlam kazanır. İşte dilimleyicinizde (Cura, PrusaSlicer vb.) dikkat etmeniz gereken en kritik ayarlar:
- Destek Yoğunluğu (Support Density): Destek yapısının iç doluluk oranıdır. Daha düşük yoğunluk (%10-15 gibi), daha az malzeme ve daha kolay söküm demektir.
- Destek Deseni (Support Pattern): En yaygın desenler "Zig-Zag", "Lines" ve "Grid"dir. Genellikle Zig-Zag deseni, tek bir noktadan çekerek kolayca sökülebildiği için tercih edilir.
- Destek Z Mesafesi (Support Z Distance): EN KRİTİK AYARDIR! Bu, desteğin en üst noktası ile modelin en alt noktası arasındaki dikey boşluktur. Bu boşluk, desteğin modele yapışmamasını sağlar. Genellikle katman yüksekliğinizin 1 veya 2 katı (örn: 0.2mm veya 0.4mm) iyi bir başlangıç noktasıdır. Mesafe ne kadar büyük olursa söküm o kadar kolay, ancak modelin alt yüzeyi o kadar pürüzlü olur.
- Destek XY Mesafesi (Support XY Distance): Desteğin modelin yan duvarlarına olan yatay mesafesidir. Desteğin duvarlara kaynamasını önler. Genellikle 0.7-1.0mm arası bir değer iyi çalışır.
- Destek Arayüzü (Support Interface): Desteğin en üstüne, modelle temas eden kısmına yoğun ve pürüzsüz bir "çatı" katmanı ekler. Bu, modelin alt yüzey kalitesini önemli ölçüde artırır ancak desteğin sökülmesini biraz daha zorlaştırabilir.
Sonuç: Destek yapıları, 3D baskının karmaşık ve "imkansız" görünen tasarımlarını mümkün kılan vazgeçilmez bir araçtır. Ne zaman desteğe ihtiyacınız olduğunu bilmek, projeniz için doğru destek türünü seçmek ve en önemlisi, Z Mesafesi gibi birkaç temel ayara hakim olmak, sizi başarısız baskıların yarattığı hayal kırıklığından kurtaracak ve 3D yazıcınızın tüm potansiyelini ortaya çıkarmanızı sağlayacaktır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
