FDM Baskı Sonrası Yüzey İyileştirme Teknikleri
FDM Baskı Sonrası Yüzey İyileştirme: Pürüzsüz ve Profesyonel Sonuçlar İçin Teknikler
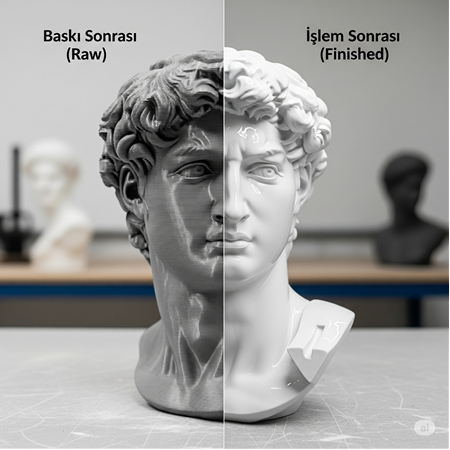
FDM 3D yazıcınızdan çıkan parçayı elinize aldınız. Tasarımınız harika, boyutlar doğru, parça fonksiyonel... ama o katman çizgileri! FDM teknolojisinin doğası gereği oluşan bu çizgiler, parçanın 3D baskı olduğunu hemen ele verir. Peki, bu çizgilerden kurtulup enjeksiyon kalıplama ile üretilmiş gibi pürüzsüz, profesyonel bir yüzeye ulaşmak mümkün mü? Kesinlikle evet!
Baskı sonrası işlemler (post-processing), sabır ve doğru tekniklerle baskılarınızı bir üst seviyeye taşıma sanatıdır. Bu rehberde, en temelden en gelişmişe doğru, FDM baskılarınızın yüzey kalitesini artırmak için kullanabileceğiniz en etkili teknikleri adım adım inceleyeceğiz.
Güvenlik Uyarısı: Bu rehberde anlatılan bazı teknikler (özellikle kimyasal pürüzsüzleştirme), uygun önlemler alınmadığında tehlikeli olabilir. Her zaman iyi havalandırılan bir alanda çalışın, eldiven ve koruyucu gözlük kullanın.
1. Adım: Temizlik ve Destek Sökme (Temel Hazırlık)
Her şeyden önce, baskıyı "temizlememiz" gerekir. Bu, diğer tüm işlemlerin temelini oluşturur.
- Gerekli Araçlar: Yan keski, maket bıçağı (kretuar), pense, ince uçlu cımbız.
- Nasıl Yapılır?:
- Baskının etrafındaki Skirt veya Brim gibi yardımcı yapıları temizleyin.
- Destek (Support) yapılarını dikkatlice kırarak veya keserek ayırın. Büyük parçaları elle veya penseyle, küçük ve hassas olanları ise yan keski ile ayırmak en iyisidir.
- Kalan küçük pürüzleri ve izleri bir maket bıçağıyla dikkatlice yontarak temizleyin. Bu aşamada kendinize zarar vermemek için çok dikkatli olun!
2. Teknik: Zımparalama – En Güvenilir Yöntem
Katman çizgilerinden kurtulmanın en yaygın, en güvenli ve en kontrollü yolu zımparalamadır.
- Gerekli Araçlar: Farklı kum numaralarında zımpara kağıtları (örn: 150, 240, 400, 800, 1500), toz maskesi, su.
- Nasıl Yapılır?:
- Kaba Zımparalama: Düşük kum numaralı (150-240 grit) bir zımpara ile başlayarak en belirgin katman çizgilerini ve pürüzleri giderin. Dairesel hareketlerle çalışmaya özen gösterin.
- İnce Zımparalama: Yüzey pürüzsüzleştikçe, kum numarasını kademeli olarak artırın (400 -> 800 grit).
- Islak Zımparalama: En pürüzsüz sonuçlar için, 400 grit ve üzerindeki zımparaları su ile birlikte kullanın. Islak zımparalama, plastik yüzeyin sürtünmeden dolayı erimesini engeller, toz oluşumunu önler ve cam gibi bir yüzey elde etmenizi sağlar.
- Toz Maskesi: Özellikle kuru zımparalama yaparken oluşan plastik tozunu solumamak için mutlaka maske takın.
3. Teknik: Macunlama ve Astarlama – Boyaya Hazırlık
Zımparalamanın bile gideremediği küçük boşlukları, delikleri veya katman izlerini yok etmek ve boya için mükemmel bir zemin hazırlamak için kullanılır.
- Gerekli Araçlar: Sprey dolgu macunu (filler primer), sprey astar (primer).
- Nasıl Yapılır?:
- Parçayı zımparaladıktan sonra, yüzeye ince bir kat sprey dolgu macunu uygulayın. Bu, küçük boşlukları dolduracaktır.
- Macun kuruduktan sonra, yüzeyi tekrar ince bir zımpara (400-800 grit) ile hafifçe zımparalayın.
- Yüzey tamamen pürüzsüz olana kadar bu "macunla-zımparala" döngüsünü 1-2 kez daha tekrarlayın.
- Son olarak, boyanın daha iyi tutunması için ince bir kat sprey astar atın. Artık parçanız boyanmaya hazır!
4. Teknik: Aseton ile Pürüzsüzleştirme (SADECE ABS İÇİN!)
Bu teknik, doğru yapıldığında sihirli sonuçlar verir ancak ciddi güvenlik önlemleri gerektirir. Bu yöntem PLA veya PETG üzerinde İŞE YARAMAZ!
- Gerekli Araçlar: Saf Aseton, kapaklı cam kavanoz, metal bir tel veya alüminyum folyodan yapılmış bir platform, kimyasala dayanıklı eldiven, koruyucu gözlük ve solunum maskesi (respiratör).
- GÜVENLİK ZORUNLUDUR: Aseton son derece yanıcıdır ve buharı toksiktir. Bu işlemi ASLA kapalı bir ortamda yapmayın. Çok iyi havalandırılan bir yerde veya açık havada, ateş ve kıvılcım kaynaklarından uzakta çalışın.
- Nasıl Yapılır? (Soğuk Buhar Yöntemi):
- Cam kavanozun iç duvarlarına asetonla ıslatılmış kağıt havluları yerleştirin.
- ABS baskınızı, asetonlu havlulara değmeyecek şekilde kavanozun içindeki metal platforma koyun.
- Kavanozun kapağını sıkıca kapatın. Kavanozun içindeki aseton buharı, ABS'nin dış yüzeyini yavaşça eritmeye başlayacaktır.
- Modeli dikkatlice gözlemleyin. Genellikle 10-30 dakika içinde yüzeyin parladığını ve pürüzsüzleştiğini göreceksiniz.
- İstediğiniz pürüzsüzlüğe ulaştığında, modeli dikkatlice kavanozdan çıkarın ve saatlerce havalanarak tamamen sertleşmesi için bekleyin.
Sonuç: Baskı sonrası işlemler, 3D baskı hobisinin sabır ve pratik gerektiren bir parçasıdır. Zımparalamadan kimyasal pürüzsüzleştirmeye kadar bu tekniklerde ustalaşarak, masaüstü yazıcınızla ürettiğiniz parçalara profesyonel bir dokunuş katabilir, onları birer nihai ürüne dönüştürebilirsiniz. Unutmayın, baskı bittiğinde işiniz değil, sanatınız başlar.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
