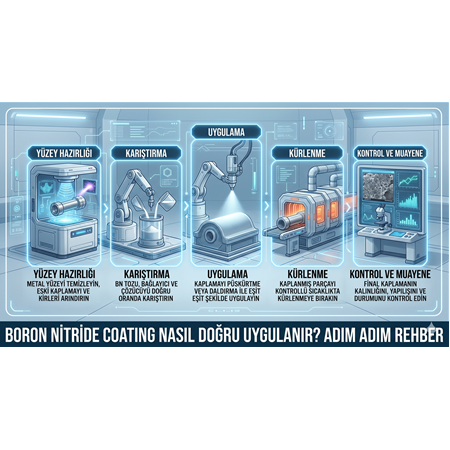
Boron Nitride Coating Nasıl Doğru Uygulanır? Adım Adım Rehber
Endüstriyel kaplama dünyasında malzemenin kalitesi kadar, o malzemenin yüzeye nasıl uygulandığı da nihai performansı belirleyen yegane faktördür. Bor Nitrür (BN), nam-ı diğer "Beyaz Grafit", olağanüstü ısıl direnci, yağlayıcılığı ve kimyasal ataleti ile bilinir. Ancak, dünyanın en kaliteli Bor Nitrür süspansiyonuna sahip olsanız bile, hatalı bir uygulama bu mucizevi malzemeyi işlevsiz bir toz katmanına dönüştürebilir.
Bu rehberde, Bor Nitrür kaplamanın laboratuvar hassasiyetinde ve endüstriyel verimlilikte nasıl uygulanacağını, bilimsel temelleri ve saha tecrübelerini birleştirerek adım adım inceleyeceğiz.
1. Bor Nitrür Kaplamanın Mantığını Anlamak
BN kaplamalar genellikle bir "taşıyıcı sıvı" (su veya alkol/solvent) ve "bağlayıcılar" (seramik veya inorganik yapıştırıcılar) içinde asılı duran BN partiküllerinden oluşur. Uygulama sürecinin temel amacı; taşıyıcı sıvıyı uzaklaştırmak, bağlayıcıyı aktif hale getirmek ve BN partiküllerini yüzeye homojen, sıkıca tutunmuş bir film tabakası olarak sermektir.
2. Birinci Aşama: Yüzey Hazırlığı (Kritik Eşik)
Uygulama hatalarının %90'ı yüzey hazırlığı aşamasında yapılır. BN, doğası gereği çok kaygan bir malzemedir ve kirli bir yüzeye tutunması imkansızdır.
Yağ ve Gresten Arındırma
Metal veya seramik yüzeyde kalan mikroskobik yağ tabakaları, kaplamanın yüzeye "ıslanmasını" (wetting) engeller. Yüzey, endüstriyel yağ çözücüler, aseton veya alkol ile tamamen temizlenmelidir. Eğer mümkünse, yüzeyin termal olarak (fırınlanarak) üzerindeki organik kalıntılardan kurtulması sağlanmalıdır.
Oksit ve Pas Temizliği
Kalıp yüzeyindeki oksit tabakaları, kaplamanın mekanik olarak tutunacağı "dişleri" kapatır. Kumlama (sandblasting) veya hafif zımparalama, yüzey alanını artırarak kaplamanın mekanik kilitlenmesini (mechanical interlocking) sağlar.
Tozdan Arındırma
Temizlik sonrası yüzeyde kalan tozlar, kaplamanın altında hava kabarcıkları veya zayıf noktalar oluşturur. Basınçlı hava veya saf su durulaması sonrası yüzeyin tamamen kuru olduğundan emin olunmalıdır.
3. İkinci Aşama: Ürün Hazırlığı ve Karıştırma
BN süspansiyonları, beklediklerinde çökelme eğilimi gösterir. Ağır BN partikülleri kabın dibine çökerken, bağlayıcılar üstte kalır.
-
Homojenizasyon: Kullanmadan önce kaplama sıvısı çok iyi karıştırılmalıdır. Endüstriyel mikserler veya manyetik karıştırıcılar en iyi sonucu verir.
-
Viskozite Kontrolü: Uygulama yöntemine (sprey, fırça, daldırma) göre viskozite ayarlanmalıdır. Çok koyu bir kaplama dökülme yapar, çok seyreltik bir kaplama ise yeterli bariyer oluşturmaz. Genellikle su veya üreticinin önerdiği solvent ile seyreltme yapılır.
4. Üçüncü Aşama: Uygulama Teknikleri
Sprey Uygulama (En Verimli Yöntem)
En homojen ve kontrollü sonuç sprey ile alınır.
-
Mesafe: Püskürtme tabancası yüzeyden 20-30 cm uzakta tutulmalıdır.
-
Basınç: 2-4 bar arası basınç genellikle idealdir.
-
Katmanlama: Tek bir kalın katman yerine, 2-3 ince katman uygulanmalıdır. İlk katman "sisleme" şeklinde yapılmalı, kuruması beklenmeli ve ardından ana katman geçilmelidir.
Fırça ile Uygulama
Daha kaba işler veya döküm ağızları gibi bölgeler için uygundur. Fırça izi kalmaması için yumuşak kıllı fırçalar seçilmeli ve kaplama kurumadan üzerinden tekrar geçilmemelidir.
Daldırma (Dipping)
Küçük parçalar için en hızlı yöntemdir. Parçanın daldırıldıktan sonra çekilme hızı sabit olmalıdır; aksi takdirde parçanın alt kısımlarında "damla" birikintileri oluşur.
5. Dördüncü Aşama: Kurutma ve Kürleme (Sinterleme Öncesi)
Kaplama uygulandıktan sonra yüzeydeki taşıyıcı sıvının kontrollü bir şekilde uzaklaştırılması gerekir.
-
Ön Isıtma (Pre-heating): Kalıbın uygulama öncesi 80-120°C’ye ısıtılması, su bazlı kaplamaların anında kurumasını ve yüzeye daha iyi "pişmesini" sağlar.
-
Hava ile Kurutma: Oda sıcaklığında kurutma yapılacaksa, nem oranının düşük olduğu bir ortam seçilmelidir.
-
Kürleme: Bazı BN kaplamalar içindeki bağlayıcıların aktive olması için 200-300°C civarında bir ısıl işlem gerektirir. Bu işlem, kaplamanın metal yüzeye kimyasal olarak bağlanmasını sağlar.
6. Güncel Araştırmalar ve Klinik Yaklaşımlar
Malzeme bilimi üzerine yapılan son araştırmalar, BN uygulama başarısının sadece fiziksel değil, elektrokinetik etkenlere de bağlı olduğunu göstermektedir.
-
Zeta Potansiyeli Etkisi: Araştırmalar, BN süspansiyonunun pH değerinin, partiküllerin yüzeye tutunma gücünü (Zeta potansiyeli üzerinden) belirlediğini kanıtlamıştır. Doğru pH aralığında uygulanan kaplamalar, aşınmaya karşı %30 daha dirençlidir.
-
Nano-Katman Teknolojisi: Sub-mikron (nano) boyutlu BN partikülleri üzerine yapılan klinik testler, bu partiküllerin metalin mikroskobik gözeneklerine daha derinlemesine nüfuz ettiğini ve "kök saldığını" ortaya koymuştur. Bu, özellikle yüksek basınçlı enjeksiyon kalıplarında kaplama ömrünü 2 katına çıkarmaktadır.
-
Lazerle Yüzey Aktivasyonu: Son yıllarda yapılan çalışmalar, kaplama öncesi yüzeyin lazerle pürüzlendirilmesinin, BN'nin tutunma direncini geleneksel kumlamaya göre %50 artırdığını göstermektedir.
7. Avantaj - Risk Değerlendirmesi
Hatalı veya doğru uygulama arasındaki fark, işletme için büyük farklar yaratır.
Doğru Uygulamanın Avantajları:
-
Kalıp Ömrü: Metal yorulmasını ve kimyasal erozyonu %40-60 oranında azaltır.
-
Ürün Kalitesi: Pürüzsüz, lekesiz ve parlak parça yüzeyi.
-
Enerji Tasarrufu: Daha az sürtünme, daha kolay ejeksiyon (çıkarma) ve daha düşük enerji tüketimi.
Hatalı Uygulamanın Riskleri:
-
Pul Pul Dökülme (Flaking): Kaplamanın erimiş metal içine karışarak parçada inklüzyon (kirlilik) hatası yaratması.
-
Termal İletkenlik Sorunları: Çok kalın uygulama nedeniyle ısının dengesiz dağılması ve kalıpta çarpılma.
-
Ekonomik Kayıp: Pahalı bir malzemenin (BN) boşa gitmesi ve üretimin durması (downtime).
8. Sık Yapılan Hatalar ve Çözüm Yolları
| Sorun | Olası Neden | Çözüm |
| Kaplama dökülüyor | Yüzeyde yağ var veya yüzey çok soğuk | Daha iyi temizlik yapın ve yüzeyi önceden ısıtın |
| Kaplama yüzeyi pürüzlü | Sprey basıncı çok yüksek veya mesafe uzak | Basıncı düşürün ve mesafeyi optimize edin |
| Kurumadan sonra çatlaklar | Kaplama çok kalın uygulanmış | İnce katmanlar halinde uygulama yapın |
| Renk farklılıkları | Süspansiyon iyi karıştırılmamış | Uygulama sırasında karıştırmaya devam edin |
Sonuç
Bor Nitrür kaplama uygulaması bir süreç yönetimidir. Temizlikten kürlemeye kadar her adım, bir sonrakinin başarısını belirler. Endüstri 4.0 dünyasında, bu süreçlerin robotik sprey sistemleri ve hassas yüzey hazırlama teknikleriyle optimize edilmesi, dökümhanelerin ve plastik enjeksiyon tesislerinin rekabet gücünü belirleyen ana unsur olacaktır.
Unutmayın; doğru uygulanmış bir Bor Nitrür tabakası, metal kalıbınızın sadece ömrünü uzatmakla kalmaz, üretiminize "teknolojik bir zırh" kazandırır.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
