Binder Jetting (Bağlayıcı Püskürtme)
Seri Üretimin Geleceği mi? Binder Jetting (Bağlayıcı Püskürtme) Teknolojisine Derinlemesine Bakış
İstanbul, Türkiye – Metal 3D baskı denince akla genellikle yüksek enerjili lazerlerin (LPBF/DMLS) metal tozunu erittiği sahneler gelir. Ancak eklemeli imalat dünyasında, özellikle hız, maliyet ve seri üretim potansiyeli söz konusu olduğunda, kuralları yeniden yazan farklı ve güçlü bir teknoloji var: Binder Jetting (Bağlayıcı Püskürtme). Bu yöntem, lazer yerine mürekkep püskürtmeli yazıcılara benzer bir mantıkla çalışarak, metalden seramiğe ve hatta kuma kadar geniş bir malzeme yelpazesiyle üretim yapılmasına olanak tanır.
Bu blog yazısında, Binder Jetting teknolojisinin ne olduğunu, nasıl çalıştığını, lazer bazlı sistemlerden temel farklarını, avantajlarını ve endüstrideki devrim niteliğindeki uygulamalarını inceliyoruz.
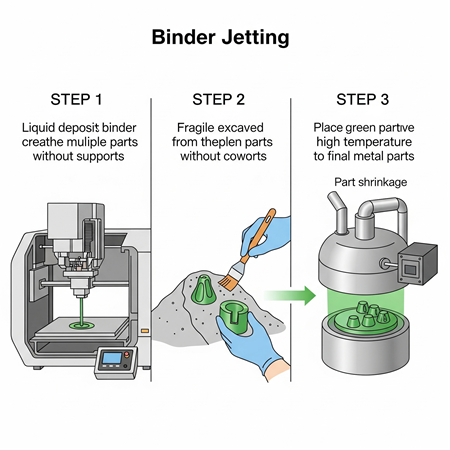
Binder Jetting Nasıl Çalışır? Üç Adımda Üretim
Binder Jetting süreci, temelde iki ana malzemeyi kullanır: toz halindeki yapı malzemesi (metal, kum, seramik vb.) ve bu tozu birbirine yapıştıran sıvı bir bağlayıcı. Süreç, lazerin tamamen devre dışı olduğu "soğuk" bir ortamda gerçekleşir.
-
Bağlayıcı Püskürtme (Baskı Aşaması):
- Bir rulo veya bıçak, yapı platformunun üzerine çok ince bir katman (örneğin 50-100 mikron) toz serer.
- Mürekkep püskürtmeli bir yazıcı kafasına benzer bir baskı kafası, bu toz katmanının üzerine, 3D modelin o katmanına karşılık gelen bölgelere seçici olarak sıvı bağlayıcı damlacıkları püskürtür.
- Bağlayıcının temas ettiği toz parçacıkları birbirine yapışır.
- Platform bir katman kalınlığı kadar aşağı iner ve bu işlem, parça tamamen oluşana kadar yüzlerce veya binlerce kez tekrarlanır.
-
Kürleme ve Tozdan Arındırma (Yeşil Parça Aşaması):
- Baskı tamamlandığında, parçalar hala kırılgandır ve etraflarındaki bağlanmamış toz yatağının içinde dururlar. Bu haline "yeşil parça" denir.
- Yapı kutusu, bağlayıcının polimerleşmesi ve parçalara elle tutulabilir bir mukavemet kazandırması için düşük sıcaklıklı bir fırında kürlenir.
- Kürleme sonrası, bağlanmamış fazla toz, basınçlı hava veya fırçalarla dikkatlice temizlenir ve geri dönüştürülmek üzere toplanır.
-
Sinterleme ve İnfiltrasyon (Nihai Parça Aşaması):
- "Yeşil parça" hala gözenekli ve mekanik olarak zayıftır. Nihai yoğunluğa ve mukavemete ulaşması için yüksek sıcaklıkta bir işlem gerekir.
- Sinterleme: Yeşil parçalar, bağlayıcının tamamen yandığı ve metal/seramik parçacıklarının birbirine kaynayarak kaynaştığı (atomik difüzyon) yüksek sıcaklıklı bir fırına yerleştirilir. Bu işlem sırasında parça, öngörülebilir bir oranda küçülerek neredeyse tam yoğunluğa ulaşır.
- İnfiltrasyon (Opsiyonel): Alternatif olarak, sinterleme sonrası kalan mikroskobik boşlukları doldurmak için, erime sıcaklığı daha düşük olan ikinci bir metal (örneğin bronz) parçanın içine sızdırılabilir. Bu işlem, parçanın yoğunluğunu ve mekanik özelliklerini artırır.
Binder Jetting vs. LPBF (Lazer Baskı): Temel Farklar
Binder Jetting'in sunduğu benzersiz avantajlar, onu belirli uygulamalar için rakipsiz kılar:
- Hız ve Seri Üretim Potansiyeli: Lazerin olmadığı ve tüm yapı hacminin aynı anda kullanılabildiği bu teknoloji, tek seferde yüzlerce, hatta binlerce küçük ve karmaşık metal parçanın üretilmesine olanak tanır. Bu, onu geleneksel seri üretim yöntemlerine (MIM gibi) bir alternatif haline getirir.
- Maliyet Etkinliği: Lazer sistemlerine göre daha uygun maliyetli ekipmanlar, destek yapısı ihtiyacının olmaması ve tozun neredeyse tamamının geri dönüştürülebilmesi, birim parça maliyetlerini önemli ölçüde düşürür.
- Tasarım Özgürlüğü: Destek yapısı kısıtlamasının olmaması, tasarımcılara neredeyse sınırsız bir geometrik özgürlük sunar.
- Malzeme Esnekliği:
- Metal Parçalar: Otomotiv, endüstriyel makineler ve tüketici ürünleri için küçük, karmaşık paslanmaz çelik veya takım çeliği parçalar.
- Kum Kalıp ve Maça Üretimi: Bu, teknolojinin en güçlü olduğu alanlardan biridir. Dökümhaneler için geleneksel yöntemlerle üretilmesi imkansız olan çok karmaşık kum kalıpları ve maçalar, saatler içinde üretilebilir. Bu, döküm sürecini inanılmaz derecede hızlandırır ve prototiplemeyi kolaylaştırır.
- Seramik Parçalar: Teknik seramiklerden yapılmış karmaşık prototipler ve fonksiyonel parçalar üretilebilir.
Sonuç olarak, Binder Jetting, özellikle metal ve kum uygulamalarında, eklemeli imalatı prototiplemenin ötesine taşıyarak gerçek bir seri üretim aracına dönüştürme potansiyeli en yüksek teknolojilerden biridir. Hızı, maliyet etkinliği ve tasarım esnekliği ile endüstrinin kurallarını değiştirmeye devam edecektir. Lazerin hassasiyeti yerine hacmin ve hızın öncelikli olduğu her yerde, Binder Jetting'in adını daha sık duyacağız.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
