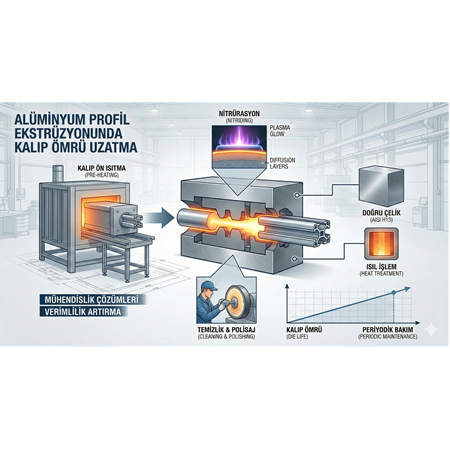
Alüminyum Profil Ekstrüzyonunda Kalıp Ömrü Uzatma
Alüminyum profil üretiminde "kalıp" (die), sürecin kalbidir. Mükemmel bir pres hattına, en kaliteli biyete (billet) sahip olsanız bile, kalıbınızın performansı kötüyse sonuç hüsran olacaktır. Kalıp ömrü, sadece kalıbın kaç ton alüminyum bastığıyla değil, üretilen profilin yüzey kalitesi ve boyutsal toleranslarıyla da ölçülür.
Peki, bir ekstrüzyon kalıbının ömrünü maksimuma çıkarmak ve erken hurdaya ayrılmasını önlemek için hangi mühendislik ve bakım prosedürleri uygulanmalıdır? İşte endüstriyel sırlar ve temel kurallar.
1. Doğru Çelik Seçimi ve Isıl İşlem Kalitesi
Kalıp ömrü, tasarım masasında ve çelik seçiminde başlar. Ekstrüzyon kalıpları için endüstri standardı genellikle AISI H13 (Sıcak İş Takım Çeliği) kalitesidir. Ancak çeliğin kalitesi kadar, uygulanan ısıl işlem (sertleştirme) ve temperleme süreçleri de kritiktir.
-
Homojenlik: Çeliğin iç yapısındaki karbür dağılımı homojen olmalıdır.
-
Sertlik: Genellikle 46-52 HRC arası bir sertlik hedeflenir. Çok sert kalıp kırılır, çok yumuşak kalıp ise "sıvanır" ve ölçü bozar.
2. Nitrürasyonun (Nitriding) Önemi
Kalıp yüzeyinin sertleştirilmesi, aşınma direnci için hayati önem taşır. Nitrürasyon işlemi, kalıbın "zırh" (bearing) bölgesinde sert bir seramik benzeri tabaka oluşturur.
-
İlk Nitrürasyon: Kalıp hiç kullanılmadan önce yapılmalıdır.
-
Periyodik Nitrürasyon: Kalıp belirli bir tonajı geçtikten sonra (örneğin her 3-5 ton üretimden sonra), yüzeydeki nitrür tabakası aşınır. Düzenli aralıklarla yapılan tekrar nitrürasyon (re-nitriding), kalıp ömrünü %400'e kadar artırabilir.
3. Ön Isıtma (Pre-Heating) Kontrolü
Kalıp kırılmalarının en büyük sebebi Termal Şoktur. Soğuk bir kalıba, 450-480°C sıcaklığındaki alüminyum kütüğün girmesi, kalıpta mikro çatlaklara neden olur.
-
Kalıplar prese takılmadan önce mutlaka fırında yeterli süre (genellikle 4-8 saat) ve doğru sıcaklıkta (örneğin 450°C) ısıtılmalıdır.
-
Aşırı ısıtma ("Kalıbı yakmak") ise çeliğin sertliğini düşürür (yumuşatır) ve kalıbın çökmesine neden olur.
4. Ekstrüzyon Parametreleri: Hız ve Basınç
Her profilin bir "akış hızı" limiti vardır. Üretimi artırmak için pres hızını kontrolsüzce artırmak, kalıp yüzeyinde aşırı sürtünmeye ve ısı birikmesine yol açar.
-
Sürtünme Isısı: Aşırı hız, zırh bölgesindeki sıcaklığı yükseltir, bu da "sararmalara" ve kalıbın hızlı aşınmasına neden olur.
-
Biyet Sıcaklığı: Biyet sıcaklığı ile kalıp sıcaklığı arasındaki denge (Delta T) iyi ayarlanmalıdır.
5. Doğru Temizlik ve Bakım (Kostikleme)
Üretim sonrası kalıbın temizlenmesi hassas bir süreçtir.
-
Kostik (Sodyum Hidroksit) Banyosu: Alüminyum kalıntılarının eritilmesi için kullanılır. Ancak kalıp kostikte çok uzun süre kalırsa, yüzeyde korozyon (pitting) oluşabilir ve "zırh" bozulur.
-
Mekanik Temizlik: Zırh bölgesine asla sert metal eğelerle müdahale edilmemelidir. Parlatma (Polisaj) işlemi, sürtünmeyi azaltmak için uzman kişilerce yapılmalıdır.
6. Depolama Koşulları
Kalıplar nemden uzak, kuru bir ortamda saklanmalıdır. Kullanılmayan kalıpların yüzeyi koruyucu yağlarla kaplanmalı, oksitlenme ve paslanmaya karşı önlem alınmalıdır.
Sonuç: Kârlılık Detaylarda Gizlidir
Kalıp ömrünü uzatmak, sadece kalıpçının değil, pres operatöründen planlamacıya kadar tüm ekibin sorumluluğundadır. Düzenli nitrürasyon, hassas ön ısıtma ve doğru pres parametreleri ile kalıp maliyetlerinizi %30-%50 oranında düşürmeniz mümkündür.
Bize Ulaşın
-
Kurtköy Mah. Ankara Cad. Yelken Plaza No: 289/21 PENDİK / İSTANBUL
-
+90 216 526 04 90
-
+90 532 134 47 92
-
+90 216 212 01 21
-
+90 532 134 47 92
-
bilgi@nanokar.com.tr
E-Bülten Aboneliği
-
Kampanya ve yeniliklerden haberdar olmak için e-bültenimize kayıt olun.
KURUMSAL
SİPARİŞ
